-
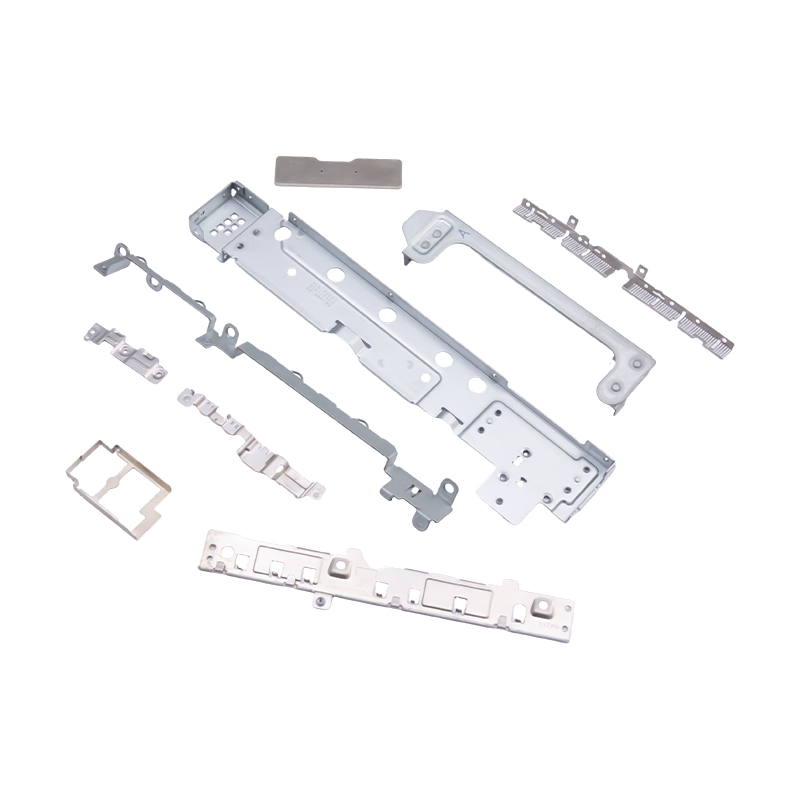
Các bộ phận được đóng dấu nhỏ cho máy tính xách tay và điện thoại di động
Là các bộ phận bên trong thiết yếu của thiết bị...
-
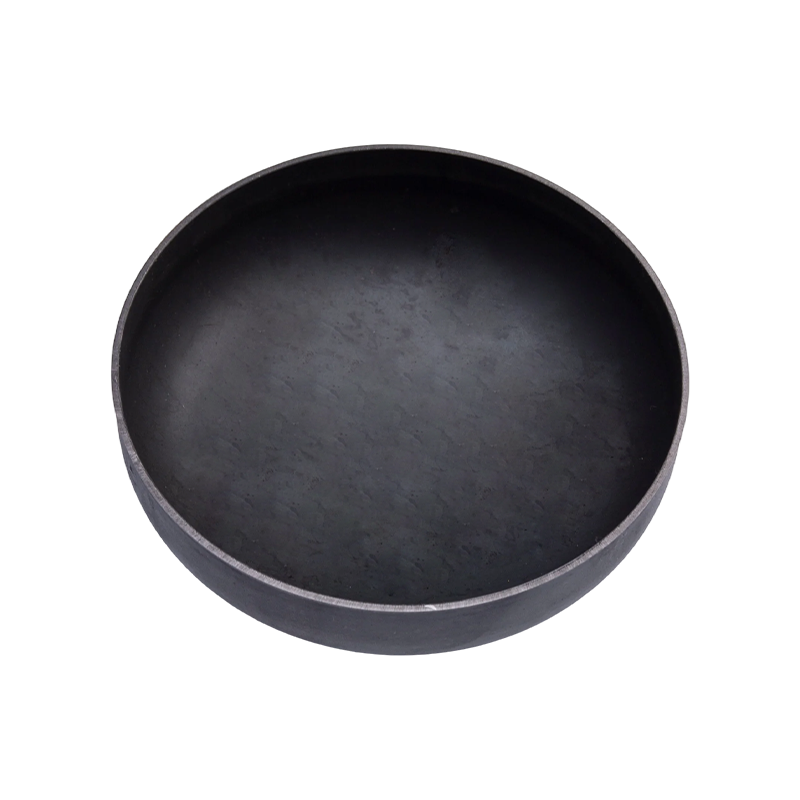
Bộ phận dập cuối bình xăng
Chi tiết dập cuối bình xăng là thành phần kết c...
-
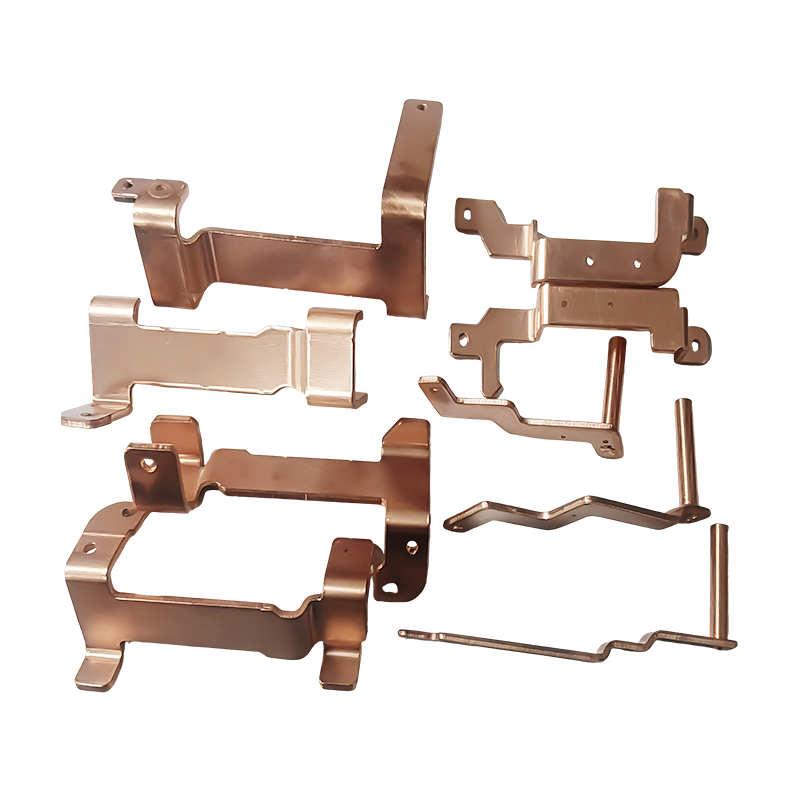
Bộ phận dập thanh cái bằng đồng của xe năng lượng mới
Các bộ phận dập thanh cái bằng đồng của xe năng...
-

Bộ phận dập xe tải hạng nặng
Các bộ phận dập xe tải hạng nặng của chúng tôi ...
-

Bộ phận dập vỏ động cơ ô tô
Các bộ phận dập vỏ động cơ ô tô là bộ phận cốt ...
-
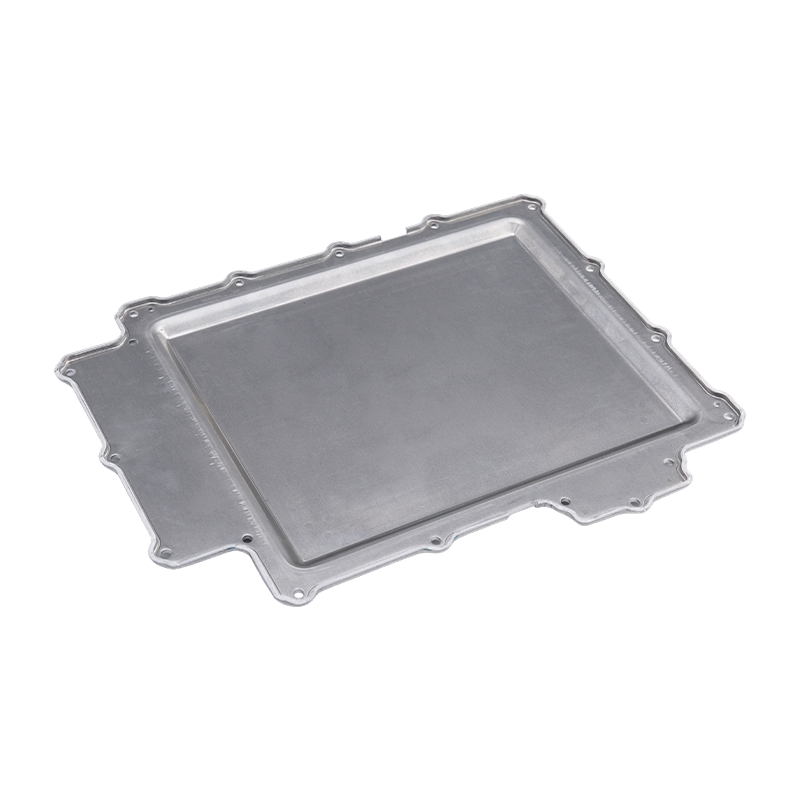
Bộ phận dập nắp pin
Các bộ phận dập nắp pin của chúng tôi là các bộ...
Tin tức ngành
Bộ phận dập kim loại: Các loại & ứng dụng
2026-04-27
Bộ phận dập kim loại là gì và tại sao độ chính xác lại quan trọng
Bộ phận dập kim loại là các bộ phận được sản xuất bằng cách tác dụng lực có kiểm soát thông qua khuôn và đột lên tấm kim loại phẳng, biến đổi nguyên liệu thô thành các bộ phận cấu trúc và chức năng có hình dạng chính xác thông qua các hoạt động bao gồm đột bao hình, đục lỗ, uốn, kéo và đúc. Không giống như gia công, loại bỏ vật liệu để đạt được hình học, dập dịch chuyển và tạo hình kim loại, hầu như không tạo ra lãng phí vật liệu ở giai đoạn cắt và cho phép thời gian chu kỳ được đo bằng phân số giây trên mỗi bộ phận. Sự kết hợp giữa tốc độ, khả năng lặp lại và tính nhất quán về kích thước làm cho việc dập kim loại trở thành quy trình sản xuất chiếm ưu thế ở bất cứ nơi nào cần khối lượng lớn các thành phần kim loại tấm.
Độ chính xác là đặc điểm xác định sự khác biệt giữa dập cấp công nghiệp và gia công kim loại tấm thông thường. Trong các ứng dụng như điện tử tiêu dùng, lắp ráp ô tô và thiết bị gia dụng, các bộ phận được dán tem phải đáp ứng dung sai chặt chẽ ± 0,05 mm trên các kích thước tới hạn, với độ lệch độ phẳng được kiểm soát nhỏ hơn 0,1 mm trên bề mặt bộ phận. Để đạt được các thông số kỹ thuật này một cách nhất quán trong quá trình sản xuất hàng trăm nghìn chiếc đòi hỏi phải có dụng cụ khuôn tiến bộ được thiết kế với độ chính xác ở mức micron, hệ thống máy ép điều khiển bằng servo với tính năng giám sát trọng tải thời gian thực và kiểm tra trực quan trong dây chuyền có khả năng phát hiện chiều cao lưỡi dao, độ lệch vị trí lỗ và các khuyết tật bề mặt ở tốc độ sản xuất.
Các vật liệu được xử lý trong quá trình dập kim loại có phạm vi rộng. Thép cán nguội (SPCC, DC01), tấm mạ kẽm điện, thép mạ kẽm nhúng nóng, thép không gỉ loại 304 và 430, hợp kim nhôm 1050 và 5052, hợp kim đồng và đồng berili đều được dán tem thường xuyên tùy thuộc vào các yêu cầu về cơ học, chống ăn mòn và độ dẫn điện của ứng dụng mục tiêu. Việc lựa chọn vật liệu ảnh hưởng trực tiếp đến tốc độ mài mòn khuôn, trạng thái hồi phục, chất lượng hoàn thiện bề mặt và các quá trình hoàn thiện tiếp theo - mạ, anodizing, sơn tĩnh điện - mà quá trình dập thành phẩm sẽ yêu cầu.
Bộ phận dập điện tử: Độ chính xác là trung tâm của các thiết bị hiện đại
Bộ phận dập điện tử đại diện cho một trong những phân khúc đòi hỏi kỹ thuật cao nhất của ngành công nghiệp dập kim loại. Các bộ phận được sản xuất để lắp ráp bảng mạch in, đầu nối, thiết bị đầu cuối, hộp bảo vệ EMI, tiếp điểm pin, vỏ công tắc và giá đỡ cảm biến phải kết hợp độ chính xác kích thước dưới milimet với các đặc tính hiệu suất điện, nhiệt và cơ học cụ thể — tất cả đều nằm trong giới hạn chi phí nghiêm trọng của thị trường điện tử tiêu dùng cạnh tranh.
Các đầu nối và lò xo tiếp xúc là một trong những bộ phận dập điện tử khó sản xuất nhất. Được sản xuất từ đồng phốt-pho, đồng berili hoặc dải đồng thau có độ dày từ 0,1 mm đến 0,5 mm, các bộ phận này yêu cầu khuôn dập lũy tiến nhiều giai đoạn đồng thời làm trống biên dạng, tạo thành hình học lò xo và tạo hình bề mặt tiếp xúc chỉ bằng một lần nhấn. Lực tiếp xúc, độ bền của chu trình chèn/rút và điện trở tiếp xúc — thường được yêu cầu dưới 10 mΩ sau 1.000 chu kỳ chèn — được xác thực thông qua các giao thức kiểm tra dành riêng cho ứng dụng thay vì các chứng chỉ vật liệu chung.
Hộp che chắn EMI và Vỏ bọc RF
Lon che chắn EMI là các bộ phận dập điện tử có thành mỏng được hình thành từ thép cán nguội, thép cán nguội hoặc thép không gỉ có thành mỏng có độ dày 0,15–0,3 mm. Chức năng của chúng là ngăn chặn sự phát xạ tần số vô tuyến từ các mô-đun bộ xử lý tốc độ cao, IC truyền thông không dây và mạch quản lý nguồn trên các PCB có mật độ dân cư đông đúc. Độ chính xác về kích thước của chu vi và chiều cao của hộp là rất quan trọng: các khoảng trống vượt quá 0,1 mm ở mặt bích chỗ ngồi tạo ra các khe hở làm giảm hiệu quả che chắn từ 10–20 dB ở tần số trên 1 GHz, làm suy giảm trực tiếp hiệu suất vô tuyến của thiết bị và có khả năng gây ra lỗi chứng nhận theo quy định.
Danh bạ pin và thiết bị đầu cuối mùa xuân
Lò xo tiếp xúc với pin trong thiết bị di động phải cung cấp lực tiếp xúc ổn định trong toàn bộ vòng đời của chu kỳ lắp và tháo pin — thường là 500–1.000 chu kỳ đối với thiết bị tiêu dùng. Các bộ phận dập điện tử thuộc loại này được sản xuất từ thép không gỉ hoặc đồng phốt-pho có mạ vàng hoặc niken ở đầu tiếp xúc. Hình dạng lò xo - đúc hẫng, cuộn hoặc gấp - được tối ưu hóa thông qua mô phỏng phần tử hữu hạn trong quá trình thiết kế công cụ để đảm bảo rằng lực tiếp xúc vẫn nằm trong cửa sổ chỉ định (thường là 1–3 N) trên toàn bộ dung sai chiều của pin và vỏ.
Bộ phận dập máy tính xách tay: Độ chính xác về kết cấu trong các cụm lắp ráp có cấu hình mỏng
Bộ phận dập máy tính xách tay hoạt động dưới một tập hợp các ràng buộc duy nhất để phân biệt chúng với các bộ phận dập điện tử thông thường. Nỗ lực không ngừng hướng tới các thiết kế máy tính xách tay mỏng hơn, nhẹ hơn — với độ dày khung máy hiện nay thường xuyên dưới 14 mm và tổng trọng lượng hệ thống dưới 1 kg — yêu cầu các bộ phận được đóng dấu mang lại độ cứng kết cấu tối đa ở độ dày vật liệu tối thiểu, đồng thời lắp vừa trong các vỏ lắp ráp được đo bằng một phần mười milimét.
Giá đỡ bản lề là một trong những bộ phận dập máy tính xách tay có yêu cầu cơ học cao nhất trong bất kỳ thiết kế máy tính xách tay nào. Được hình thành từ thép không gỉ cường độ cao hoặc thép cán nguội có độ bền kéo trên 600 MPa, giá đỡ bản lề phải chịu được tải trọng mỏi theo chu kỳ của các thao tác đóng mở nắp — thường được định mức cho 20.000–30.000 chu kỳ trong máy tính xách tay cấp thương mại — mà không bị biến dạng vĩnh viễn hoặc nứt bề mặt. Việc dập liên tục, sau đó là đúc tại các vị trí lỗ bản lề đảm bảo rằng đường kính lỗ và độ chính xác về vị trí đáp ứng các yêu cầu lắp chặt về độ kín của cụm chốt trục bản lề.
Giá đỡ gia cố khung máy bên trong, giá đỡ gắn bo mạch chủ, kẹp giữ mô-đun nhiệt và khung hỗ trợ tấm ốp lưng bàn phím là các loại bộ phận dập máy tính xách tay bổ sung trong đó việc quản lý xếp chồng kích thước là rất quan trọng. Với dung sai lắp ráp ở cấp độ hệ thống được đo bằng phân số milimet, mỗi khuôn dập phải nhất quán chạm vào cửa sổ dung sai riêng của nó — thường là ± 0,1 mm ở các vị trí lỗ và ± 0,05 mm ở các khớp quan trọng — để cho phép lắp ráp rô-bốt mà không cần điều chỉnh thủ công. Các phương pháp xử lý bề mặt bao gồm mạ niken điện phân, oxit đen và lớp phủ chuyển hóa hóa học được áp dụng cho các bộ phận này để đáp ứng các yêu cầu về khả năng chống ăn mòn và độ dẫn nối đất.
Bộ phận dập thiết bị gia dụng: Độ bền được thiết kế cho hàng thập kỷ phục vụ
Các bộ phận dập của thiết bị gia dụng đóng vai trò là bộ xương cấu trúc và chức năng cốt lõi của tủ lạnh, máy giặt, máy điều hòa không khí và lò vi sóng. Không giống như các thiết bị điện tử tiêu dùng - thường có tuổi thọ sản phẩm từ ba đến năm năm - các thiết bị gia dụng lớn được thiết kế để hoạt động liên tục từ mười đến mười lăm năm trong môi trường gia đình bao gồm độ ẩm, chu kỳ nhiệt độ, độ rung và tiếp xúc với hóa chất từ các chất tẩy rửa. Các thành phần kim loại được dập bên trong các sản phẩm này phải phù hợp với kỳ vọng về độ bền.
Việc lựa chọn vật liệu cho các bộ phận dập của thiết bị gia dụng phản ánh yêu cầu về tuổi thọ lâu dài này. Tấm thép mạ kẽm (nhúng nóng hoặc mạ điện) giúp bảo vệ chống ăn mòn cho các tấm bên trong và các bộ phận khung gầm tiếp xúc với chất ngưng tụ và chất tẩy rửa. Loại thép không gỉ 430 được chỉ định cho các bề mặt bên ngoài có thể nhìn thấy được và các bộ phận trống bên trong trong máy giặt nơi mà vẻ ngoài thẩm mỹ và khả năng chống vết bẩn là những yêu cầu cao cấp. Tấm hợp kim nhôm - thường là 3003 hoặc 5052 - được sử dụng trong các cánh trao đổi nhiệt và mặt trước trang trí nơi ưu tiên giảm trọng lượng và khả năng tương thích anodizing.
Vai trò kết cấu: Giá đỡ, khung gầm và các phần kết nối
Trong cụm thiết bị, các bộ phận dập của thiết bị gia dụng thực hiện ba chức năng cấu trúc chính. Giá đỡ gắn động cơ cố định các động cơ bên trong — máy nén trong tủ lạnh, động cơ truyền động trong máy giặt, động cơ quạt trong dàn lạnh điều hòa không khí — vào khung thiết bị có đủ độ cứng để cách ly rung động và ngăn ngừa hiện tượng mỏi do mỏi ở các vị trí buộc chặt trong suốt vòng đời sản phẩm. Các tấm dập khung tạo thành khung chịu lực hỗ trợ thân thiết bị, chịu trọng lượng của các bộ phận bên trong và cung cấp mốc đo kích thước để tham chiếu tất cả các hoạt động lắp ráp. Các bộ phận kết nối liên kết các cụm lắp ráp phụ chính, truyền tải trọng cơ học giữa khung kết cấu, bản lề cửa, cấu trúc lắp đặt bảng điều khiển và giá định tuyến đường ống hoặc bộ dây điện.
Yêu cầu kiểm soát chất lượng đối với tem cấp thiết bị
Việc kiểm tra chất lượng nghiêm ngặt được tiến hành trong quá trình sản xuất các bộ phận dập thiết bị gia dụng để phù hợp với nhu cầu sử dụng lâu dài của các thiết bị gia dụng. Các thông số kiểm tra sau đây được xác minh thường xuyên tại điểm kiểm tra đầu vào, điểm kiểm soát trong quá trình và lần nghiệm thu cuối cùng:
- Độ phẳng và độ chính xác của hình thức: Các tấm khung và bề mặt lắp giá đỡ được kiểm tra trên các tấm bề mặt hoặc đồ đạc CMM để xác nhận độ phẳng trong thông số kỹ thuật - thường là 0,3–0,8 mm trên toàn bộ chiều dài tấm - để đảm bảo lắp ráp phù hợp và ngăn chặn sự tập trung ứng suất tại các điểm buộc chặt.
- Chống ăn mòn: Thử nghiệm phun muối theo tiêu chuẩn ISO 9227 - từ 72 đến 240 giờ tùy thuộc vào ứng dụng - xác minh rằng hệ thống phủ (mạ kẽm, mạ kẽm hoặc sơn tĩnh điện) cung cấp khả năng bảo vệ đầy đủ cho môi trường sử dụng dự định.
- Xác minh kích thước của các tính năng quan trọng: Đường kính lỗ, khoảng cách từ mép đến lỗ và góc mặt bích uốn cong tại các bề mặt lắp ráp được đo bằng bộ so sánh quang học hoặc máy đo tọa độ ở tần số lấy mẫu xác định để xác nhận rằng các bộ phận vẫn nằm trong phạm vi dung sai trong suốt quá trình sản xuất.
- Kiểm soát chiều cao Burr: Các cạnh hở và các lỗ đục lỗ được kiểm tra độ cao gờ - thường được yêu cầu dưới 0,1 mm - để ngăn ngừa hư hỏng cách điện của hệ thống dây điện, thương tích cho người vận hành trong quá trình lắp ráp và sự tập trung ứng suất có thể gây ra các vết nứt do mỏi trong quá trình vận hành thiết bị.
So sánh các yêu cầu ứng dụng giữa các phân đoạn dập
Ba phân khúc chính — bộ phận dập kim loại thông thường, bộ phận dập điện tử, bộ phận dập máy tính xách tay và bộ phận dập thiết bị gia dụng — có chung quy trình sản xuất cốt lõi nhưng khác nhau đáng kể về cấp vật liệu, dung sai kích thước, độ hoàn thiện bề mặt và các yêu cầu về môi trường dịch vụ. Bảng dưới đây tóm tắt những khác biệt chính để hỗ trợ các quyết định về đặc điểm kỹ thuật và tìm nguồn cung ứng:
| Thuộc tính | Bộ phận dập điện tử | Bộ phận dập máy tính xách tay | Bộ phận dập thiết bị gia dụng |
|---|---|---|---|
| Độ dày vật liệu điển hình | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Vật liệu chính | Đồng phốt pho, đồng berili, bạc niken | Thép không gỉ cường độ cao, thép cán nguội | Thép mạ kẽm, thép không gỉ 430, hợp kim nhôm |
| Dung sai kích thước | ±0,02 – ±0,05mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Trọng tâm Hiệu suất Chính | Độ dẫn điện, lực tiếp xúc, độ suy giảm EMI | Tuổi thọ mỏi, độ cứng, giảm thiểu trọng lượng | Khả năng chống ăn mòn, khả năng chịu tải của kết cấu |
| xử lý bề mặt | Mạ vàng, mạ niken, mạ thiếc | Niken điện phân, oxit đen, chuyển hóa hóa học | Mạ kẽm nhúng nóng, sơn tĩnh điện, anodizing |
| Cuộc sống phục vụ thiết kế | 3 – 5 năm (chu kỳ tiêu dùng) | 3 – 7 năm | 10 – 15 năm |

Tìm nguồn cung ứng các bộ phận dập kim loại: Những điều cần đánh giá ở một nhà cung cấp
Việc lựa chọn nhà cung cấp dập có năng lực đòi hỏi phải đánh giá song song cơ sở hạ tầng kỹ thuật, hệ thống quản lý chất lượng và năng lực sản xuất. Báo giá đơn vị thấp nhất từ nhà cung cấp không có năng lực về dụng cụ được xác nhận, thiết bị kiểm tra trong quá trình và kiểm soát xử lý bề mặt sẽ luôn tạo ra tổng chi phí cao hơn thông qua việc làm lại, dừng dây chuyền và trả lại hiện trường. Các tiêu chí sau đây cung cấp một khung đánh giá có cấu trúc:
- Khả năng thiết kế và bảo trì dụng cụ: Thiết kế khuôn tiến bộ nội bộ, thiết bị phòng dụng cụ CNC và lịch trình bảo trì khuôn được ghi lại là những dấu hiệu cho thấy nhà cung cấp có thể kiểm soát chất lượng bộ phận thông qua tài sản dụng cụ thay vì dựa vào việc phân loại.
- Phạm vi công suất báo chí: Đội ngũ nhà cung cấp bao gồm máy ép bàn 25 tấn đến máy ép khung khoảng cách 400 tấn hoặc máy ép cạnh thẳng cho thấy khả năng xử lý cả các bộ phận dập điện tử tinh vi và các bộ phận dập thiết bị gia dụng khổ lớn trong một mối quan hệ nguồn duy nhất.
- Cơ sở hạ tầng đo lường và kiểm tra: Khả năng CMM, bộ so sánh quang học, máy kiểm tra độ nhám bề mặt và buồng thử nghiệm phun muối tại chỗ cho thấy rằng nhà cung cấp có thể tạo ra dữ liệu chất lượng khách quan thay vì chỉ dựa vào kiểm tra trực quan.
- Chứng nhận: ISO 9001:2015 là hệ thống quản lý chất lượng cơ bản; IATF 16949 về việc tham gia chuỗi cung ứng ô tô; ISO 14001 về quản lý môi trường — đặc biệt phù hợp khi các quy trình xử lý bề mặt liên quan đến các hóa chất được quản lý.
- Truy xuất nguồn gốc vật liệu: Giấy chứng nhận của nhà máy được liên kết với hồ sơ lô sản xuất cho phép các nhóm phân tích lỗi theo dõi các lỗi tại hiện trường đối với quá trình gia nhiệt và xử lý vật liệu cụ thể - một yêu cầu không thể thương lượng đối với các bộ phận dập máy tính xách tay và các bộ phận dập điện tử được cung cấp cho các thị trường cuối cùng được quản lý.
Bài trước
Nhẹ, độ chính xác cao: Chiến lược khuôn vẽ sâu thúc đẩy sự đổi mới của bảng điều khiển thân xe EV
Bài tiếp theo
Từ tấm thân xe đến vỏ pin: Kỹ thuật đằng sau khuôn vẽ sâu của ô tô
của chúng tôi Sản phẩm.
Bắt đầu công việc kinh doanh của bạn với Nhà sản xuất OEM ngay tại đây!
Cung cấp cho khách hàng toàn cầu các giải pháp chìa khóa trao tay hoàn chỉnh
thông qua
sự đổi mới!
LIÊN KẾT NHANH
SẢN PHẨM
TIN TỨC
THÔNG TIN LIÊN HỆ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Bản quyền © Tô Châu Shuangqisi Công ty TNHH Thiết bị khuôn mẫu Mọi quyền được bảo lưu. Khuôn dập tùy chỉnh Các nhà sản xuất khuôn dập kim loại
