-
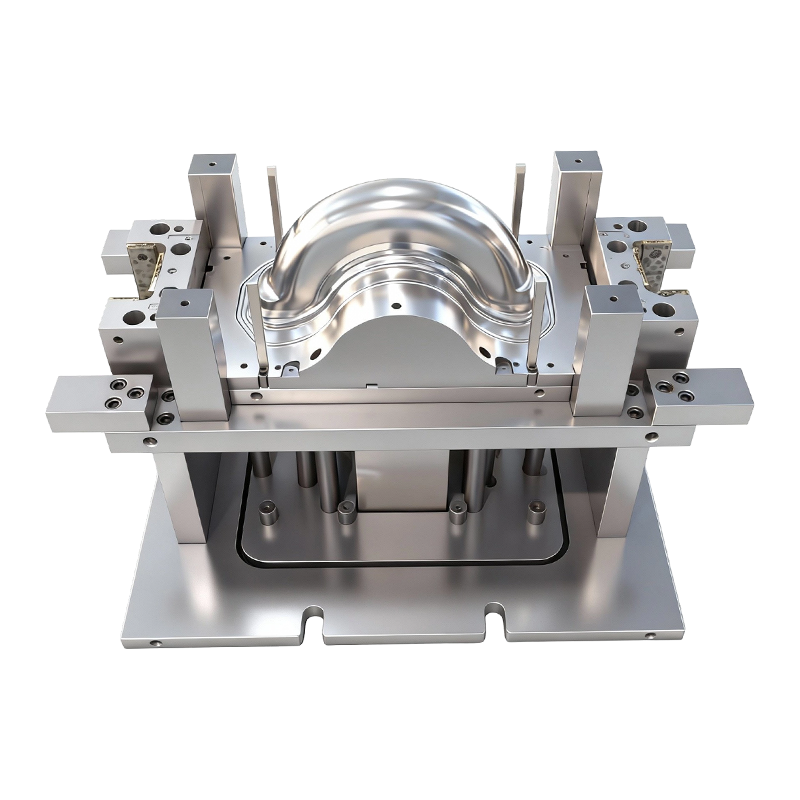
Khuôn kéo sâu bánh trước và bánh sau xe điện hai bánh
Khuôn vẽ sâu bánh trước và bánh sau xe điện hai...
-
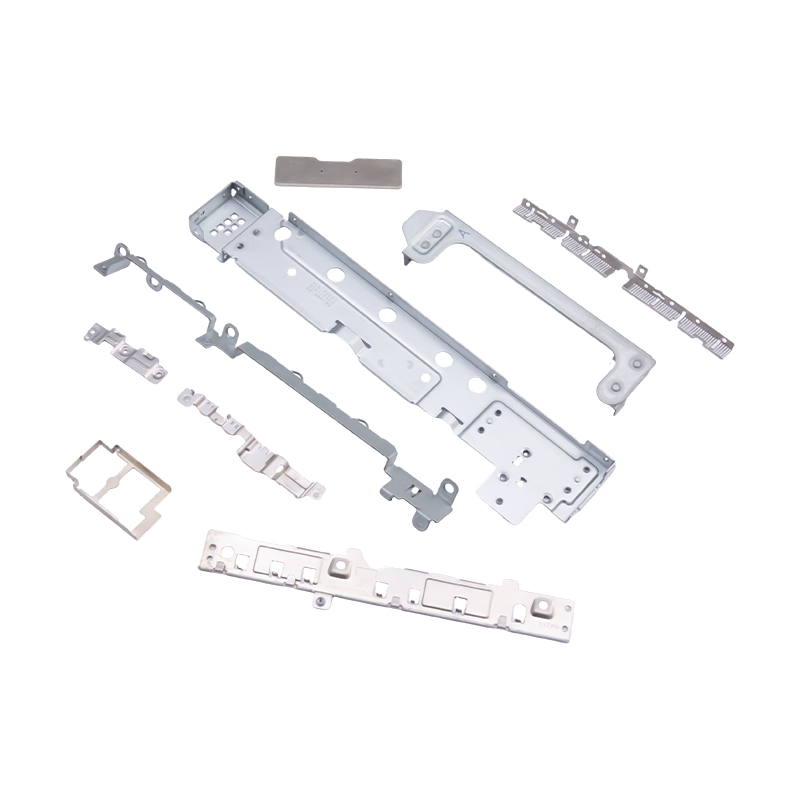
Các bộ phận được đóng dấu nhỏ cho máy tính xách tay và điện thoại di động
Là các bộ phận bên trong thiết yếu của thiết bị...
-
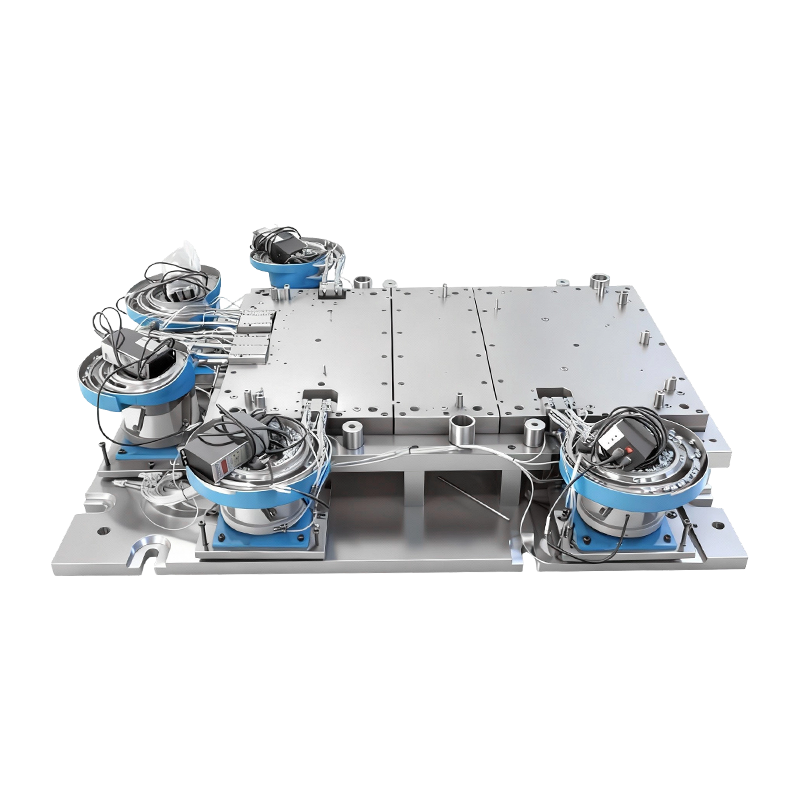
Khuôn tán đinh tự động cho đế máy tính lớn
Khuôn tán đinh tự động dành cho đế máy tính lớn...
-
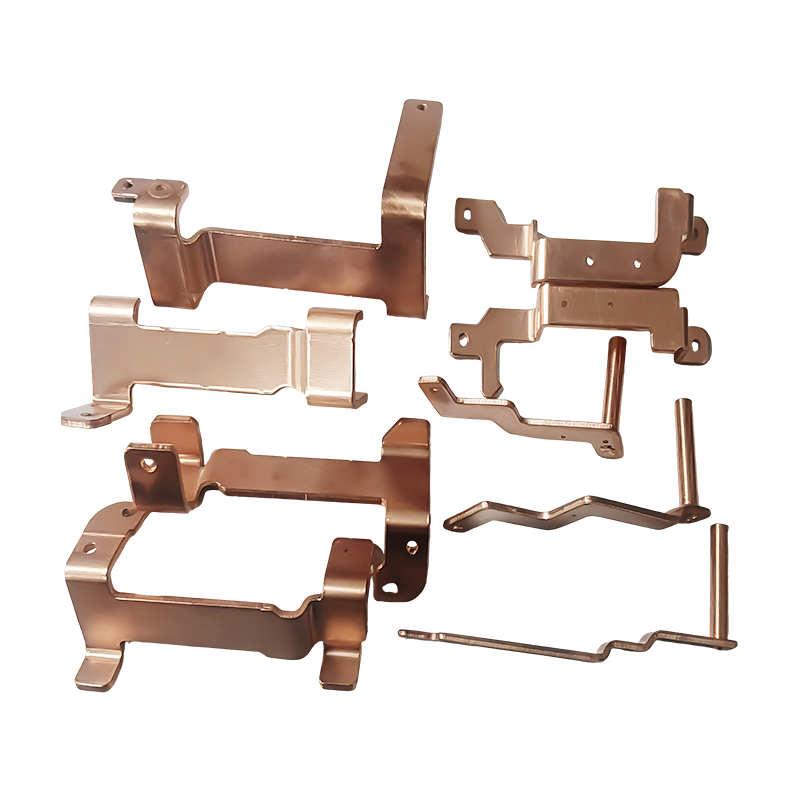
Bộ phận dập thanh cái bằng đồng của xe năng lượng mới
Các bộ phận dập thanh cái bằng đồng của xe năng...
-
Khuôn tiến bộ cho phụ tùng ô tô
Khuôn liên tục dành cho vỏ động cơ ô tô này đượ...
-

Bộ phận dập vỏ động cơ ô tô
Các bộ phận dập vỏ động cơ ô tô là bộ phận cốt ...
Tin tức ngành
Trang chủ / Tin tức / Tin tức ngành / Từ tấm thân xe đến vỏ pin: Kỹ thuật đằng sau khuôn vẽ sâu của ô tô
Từ tấm thân xe đến vỏ pin: Kỹ thuật đằng sau khuôn vẽ sâu của ô tô
2026-04-21
Khuôn dập ô tô là gì và chúng hoạt động như thế nào
Khuôn dập ô tô là hệ thống dụng cụ chính xác được sử dụng để định hình các tấm kim loại phẳng thành các bộ phận ba chiều phức tạp thông qua biến dạng dẻo được kiểm soát. Trong số các loại khác nhau, vẽ chết và vẽ sâu chết là những thứ quan trọng nhất để sản xuất các bộ phận rỗng hoặc hình cốc — từ tấm bên ngoài cửa và nắp cho đến vỏ pin và kết cấu gia cố.
Quá trình dập sâu hoạt động bằng cách ép phôi kim loại phẳng vào khoang khuôn bằng cách sử dụng chày, trong khi giá đỡ phôi áp dụng lực có kiểm soát để dẫn hướng dòng kim loại và ngăn ngừa khuyết tật. Không giống như tạo hình nông, bản vẽ sâu đạt được tỷ lệ bản vẽ - tỷ lệ giữa đường kính phôi và đường kính chày - thường vượt quá 2,5:1, cho phép sản xuất các bộ phận sâu hơn đáng kể so với chiều rộng của chúng. Khả năng này rất cần thiết cho các ứng dụng ô tô nơi hình học phức tạp và tính toàn vẹn của cấu trúc phải cùng tồn tại.
Một cụm khuôn hoàn chỉnh thường bao gồm bốn thành phần chính:
- các cú đấm , làm biến dạng vật lý phôi kim loại hướng xuống khoang
- các chết (khuôn cái), xác định hình dạng và kích thước bên ngoài của bộ phận được tạo hình
- các người giữ trống , tạo áp lực có thể điều chỉnh lên mặt bích kim loại tấm để quản lý dòng nguyên liệu
- các chết set (lắp ráp đế và dẫn hướng), đảm bảo sự liên kết chính xác và khả năng lặp lại trong các chu kỳ sản xuất
Cùng với nhau, các thành phần này phải được thiết kế với mức dung sai thường được giữ ở mức ± 0,02mm , đảm bảo độ chính xác về kích thước trong các hoạt động sản xuất khối lượng lớn có thể đạt tới hàng trăm nghìn bộ phận mỗi năm.
Tiêu chí thiết kế chính cho khuôn vẽ sâu hiệu suất cao
Thiết kế khuôn dập sâu hiệu quả để sử dụng trong ô tô đòi hỏi phải cân bằng nhiều nhu cầu kỹ thuật cạnh tranh. Thiết kế kém dẫn đến nứt, nhăn, đàn hồi hoặc mòn dụng cụ sớm - tất cả đều trực tiếp làm tăng chi phí sản xuất và thời gian ngừng hoạt động. Các thông số sau đây đóng vai trò quan trọng để đạt được đầu ra ổn định, không có lỗi.
Kiểm soát lực giữ trống
Lực giữ phôi (BHF) là một trong những biến số có ảnh hưởng nhất trong quá trình vẽ sâu. BHF không đủ làm cho tấm kim loại bị vênh và nhăn khi chảy vào trong; BHF quá mức sẽ hạn chế dòng chảy vật liệu và dẫn đến rách hoặc nứt ở bán kính chày. hiện đại khuôn dập ô tô sử dụng cán phôi được điều khiển bằng thủy lực hoặc bằng servo có khả năng điều chỉnh áp suất linh hoạt trong suốt chu kỳ hành trình - thường thay đổi từ 20% đến 80% lực tối đa tùy thuộc vào độ sâu tạo hình và loại vật liệu.
Hoàn thiện bề mặt và giảm ma sát
Các bề mặt khuôn tiếp xúc với tấm kim loại phải đạt được độ hoàn thiện siêu mịn để giảm thiểu hiện tượng mỏng và mòn do ma sát gây ra. Tiêu chuẩn công nghiệp cho hiệu suất cao vẽ sâu chết yêu cầu độ nhám bề mặt Tăng 0,05μm , đạt được thông qua việc đánh bóng, mạ crom cứng hoặc lớp phủ lắng đọng hơi vật lý (PVD) như TiCN hoặc DLC (cacbon giống kim cương). Những lớp phủ này cũng kéo dài đáng kể tuổi thọ dụng cụ, giảm khoảng thời gian thay thế trong môi trường sản xuất hàng loạt.
Kiến trúc công cụ mô-đun
Cấu trúc khuôn mô-đun cho phép các bộ phận riêng lẻ — chẳng hạn như chày, hạt dao hoặc đoạn giữ trống — được thay thế độc lập thay vì yêu cầu thay khuôn hoàn toàn. Đối với các OEM ô tô chạy nhiều biến thể mẫu mã trên nền tảng dùng chung, tính mô-đun giúp giảm đầu tư công cụ từ 25–40% và rút ngắn thời gian chuyển đổi từ vài giờ xuống còn vài phút. Phương pháp thiết kế này cũng đơn giản hóa việc lập kế hoạch bảo trì và cho phép thích ứng nhanh hơn với các yêu cầu thay đổi kỹ thuật (ECO).
Ứng dụng trong xe truyền thống và xe điện
Mặc dù cơ chế cơ bản của vẽ sâu vẫn nhất quán, nhưng các yêu cầu cụ thể đối với xe truyền thống và xe điện (EV) lại khác nhau đáng kể - phản ánh sự khác biệt về vật liệu, hình học và mức độ ưu tiên về cấu trúc.
| tham số | Xe truyền thống | Xe điện |
|---|---|---|
| Nguyên liệu chính | Thép nhẹ, thép HSLA | Hợp kim nhôm, hợp kim nhôm magiê |
| Tỷ lệ bản vẽ điển hình | 1,8:1 – 2,2:1 | 2,5: 1 trở lên |
| Các thành phần hình thành chính | Tấm cửa, mui xe, nắp cốp | Vỏ pin, vỏ động cơ, khay sàn |
| Yêu cầu dung sai | ±0,05mm (tấm thân) | ± 0,02mm (battery enclosures) |
| Thử thách vật liệu chết | Chống mài mòn khi tạo hình thép | Chống mòn bằng hợp kim mềm |
Đối với các ứng dụng dành riêng cho EV, vẽ chết được thiết kế cho vỏ pin bằng hợp kim nhôm magie phải đối mặt với những thách thức đặc biệt. Những hợp kim nhẹ này có độ dẻo thấp hơn thép và dễ bị đàn hồi và tạo vết bề mặt hơn. Khuôn cho các bộ phận này thường được thiết kế bằng dụng cụ gia nhiệt (tạo hình ở nhiệt độ 200–300°C) để cải thiện dòng nguyên liệu, cùng với các kênh phân phối chất bôi trơn chuyên dụng được tích hợp vào cấu trúc khuôn để duy trì điều kiện ma sát ổn định trong suốt quá trình sản xuất dài.
Công nghệ mô phỏng và giám sát thông minh trong kỹ thuật khuôn
hiện đại khuôn dập ô tô được phát triển cùng với các nền tảng mô phỏng tiên tiến trước khi sản xuất bất kỳ công cụ vật lý nào. Phần mềm phân tích phần tử hữu hạn (FEA) — bao gồm các công cụ như AutoForm, Pam-Stamp và LS-DYNA — cho phép các kỹ sư mô phỏng hầu như toàn bộ quá trình tạo hình, dự đoán phân bố mỏng, vùng rủi ro nhăn, cường độ đàn hồi và yêu cầu áp suất đầu giữ phôi với độ chính xác cao.
Quy trình mô phỏng điển hình cho thành phần được vẽ sâu phức tạp bao gồm:
- Đầu vào đặc tính vật liệu - cường độ chảy, giá trị n (số mũ độ cứng biến dạng), giá trị r (tỷ lệ dị hướng dẻo) đối với hợp kim và nhiệt độ cụ thể
- Phân tích biểu đồ giới hạn hình thành (FLD) - xác định các vùng an toàn, cận biên và hư hỏng trong phần được hình thành
- Mô hình bù Springback - dự đoán khả năng phục hồi đàn hồi và hình dạng khuôn bù trước để đạt được hình dạng lưới cuối cùng
- Die thử lặp ảo — giảm chu kỳ thử vật lý từ 10–15 xuống ít hơn 5 mỗi bộ phận, tiết kiệm đáng kể thời gian và chi phí vật liệu
Ngoài thiết kế, các hệ thống giám sát thông minh ngày càng được tích hợp vào sản xuất vẽ sâu chết chính họ. Cảm biến lực áp điện đo lường sự phân bổ lực giữ phôi theo thời gian thực, trong khi cảm biến phát ra âm thanh phát hiện sớm các dấu hiệu mòn hoặc nứt vật liệu trước khi các bộ phận bị lỗi được sản xuất. Dữ liệu từ các cảm biến này được đưa vào hệ thống thực hiện sản xuất (MES), cho phép điều khiển quy trình vòng kín giúp điều chỉnh các thông số máy ép một cách linh hoạt — duy trì độ ổn định kích thước ngay cả khi các đặc tính lô vật liệu khác nhau giữa các lô cuộn.
Lựa chọn vật liệu và xử lý bề mặt để kéo dài tuổi thọ dụng cụ
Tuổi thọ sử dụng của vẽ chết trong sản xuất ô tô số lượng lớn là một yếu tố kinh tế quan trọng. Một bộ khuôn tấm thân xe thông thường có thể sản xuất được từ 500.000 đến 1.000.000 bộ phận trước khi cần tân trang lại. Để đạt được điều này đòi hỏi phải lựa chọn cẩn thận vật liệu khuôn và xử lý bề mặt phù hợp với vật liệu phôi và khối lượng sản xuất.
Vật liệu khuôn phổ biến được sử dụng trong dập ô tô bao gồm:
- Gang dẻo (GGG70L) — tiết kiệm chi phí cho khuôn có khối lượng thấp đến trung bình, khả năng gia công tốt nhưng độ cứng thấp hơn (58–62 HRC sau khi xử lý)
- Thép công cụ (D2, DC53) - độ cứng và khả năng chống mài mòn cao hơn, được ưu tiên cho khuôn tạo hình thép khối lượng lớn
- chèn cacbua - được áp dụng tại các vùng tiếp xúc có độ mài mòn cao như bán kính khuôn và các hạt kéo, kéo dài tuổi thọ sử dụng cục bộ thêm 3–5× so với chỉ riêng thép công cụ
- Hợp kim đồng nhôm - được sử dụng cho các khuôn tạo hình phôi nhôm hoặc magie, ngăn ngừa hiện tượng lõm do ghép vật liệu không giống nhau
Xử lý bề mặt được áp dụng sau khi gia công và xử lý nhiệt giúp nâng cao hơn nữa hiệu suất. Thấm nitơ làm tăng độ cứng bề mặt lên 70 HRC trong khi vẫn duy trì độ dẻo dai của lõi. Lớp phủ PVD như TiAlN cung cấp độ cứng vượt quá 3.000 HV và giảm hệ số ma sát từ ~ 0,15 xuống dưới 0,05 - trực tiếp chuyển thành giảm độ mỏng trong các thành phần nhẹ EV trong đó độ đồng đều của thành là rất quan trọng đối với việc bịt kín vỏ pin và hiệu suất kết cấu.
Điều chỉnh khuôn dập ô tô để có xu hướng nhẹ và độ bền cao
Sự chuyển đổi nhanh chóng của ngành công nghiệp ô tô sang trọng lượng nhẹ - được thúc đẩy bởi cả các quy định về hiệu suất và khí thải của dòng xe điện - về cơ bản đang định hình lại các nhu cầu đặt ra đối với khuôn dập ô tô . Thép cường độ cao tiên tiến (AHSS) có độ bền kéo trên 1.000 MPa, cũng như các hợp kim nhôm dòng 6xxx và 7xxx, đang ngày càng thay thế thép nhẹ thông thường trong các ứng dụng kết cấu. Những vật liệu này yêu cầu lực tạo hình cao hơn đáng kể, kiểm soát BHF chính xác hơn và chiến lược bù đàn hồi nâng cao so với các vật liệu trước đây.
Đối với các nhà sản xuất cung cấp khuôn dập cho thị trường đang phát triển này, phản hồi mang tính đa chiều. Cấu trúc khuôn đang được thiết kế lại với độ cứng cao hơn để chịu được tải trọng tạo hình tăng lên mà không gây ra lỗi kích thước do lệch. Các kênh làm mát và sưởi ấm đang được tích hợp vào thân khuôn để cho phép tạo hình nhôm và thép boron ở nhiệt độ ấm hoặc nóng. Và các quy trình thử dựa trên mô phỏng đang nén các mốc thời gian phát triển ngay cả khi độ phức tạp của bộ phận tăng lên.
Cuối cùng, vẽ sâu chết Đối với các bộ phận ô tô và xe điện thế hệ tiếp theo phải đồng thời mang lại dung sai chặt chẽ hơn, tuổi thọ dài hơn, thiết lập nhanh hơn và khả năng tương thích với nhiều loại vật liệu tiên tiến hơn. Để đạt được sự cân bằng này đòi hỏi một phương pháp kỹ thuật tích hợp — kết hợp sản xuất chính xác, lớp phủ tiên tiến, giám sát quy trình theo thời gian thực và chuyên môn về khoa học vật liệu — xác định công nghệ khuôn vẽ sâu là yếu tố cốt lõi cho sự chuyển đổi của ngành công nghiệp ô tô.

Bài trước
Bộ phận dập kim loại: Các loại & ứng dụng
Bài tiếp theo
Tại sao hợp kim nhôm lại thay thế thép trong các bộ phận dập điện tử?
của chúng tôi Sản phẩm.
Bắt đầu công việc kinh doanh của bạn với Nhà sản xuất OEM ngay tại đây!
Cung cấp cho khách hàng toàn cầu các giải pháp chìa khóa trao tay hoàn chỉnh
thông qua
sự đổi mới!
LIÊN KẾT NHANH
SẢN PHẨM
TIN TỨC
THÔNG TIN LIÊN HỆ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Bản quyền © Tô Châu Shuangqisi Công ty TNHH Thiết bị khuôn mẫu Mọi quyền được bảo lưu. Khuôn dập tùy chỉnh Các nhà sản xuất khuôn dập kim loại
