-
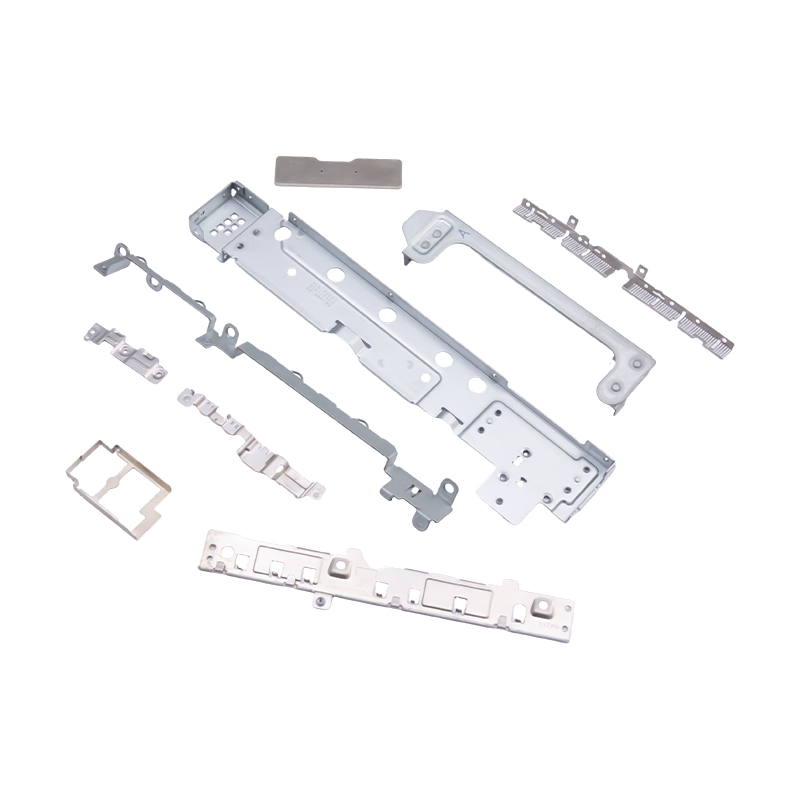
Các bộ phận được đóng dấu nhỏ cho máy tính xách tay và điện thoại di động
Là các bộ phận bên trong thiết yếu của thiết bị...
-
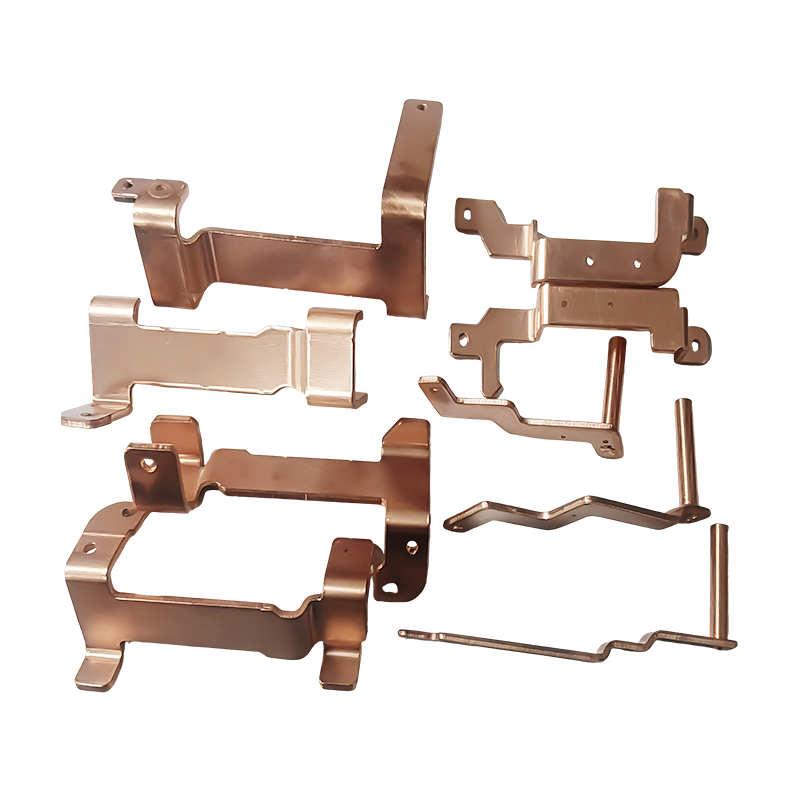
Bộ phận dập thanh cái bằng đồng của xe năng lượng mới
Các bộ phận dập thanh cái bằng đồng của xe năng...
-
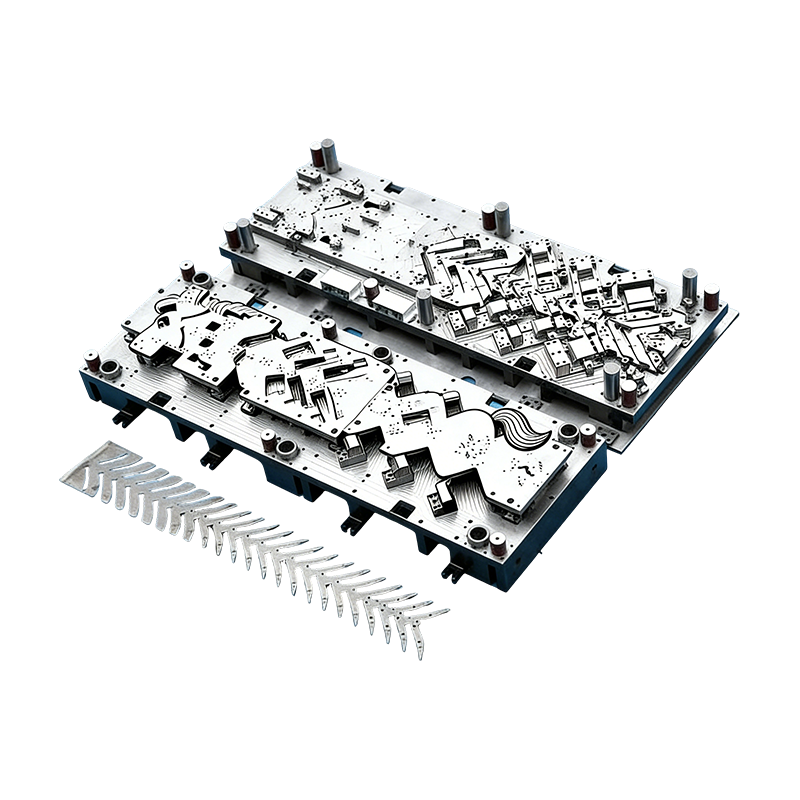
Khuôn tiến bộ cho phụ tùng ô tô
Khuôn liên tục dành cho vỏ động cơ ô tô này đượ...
-
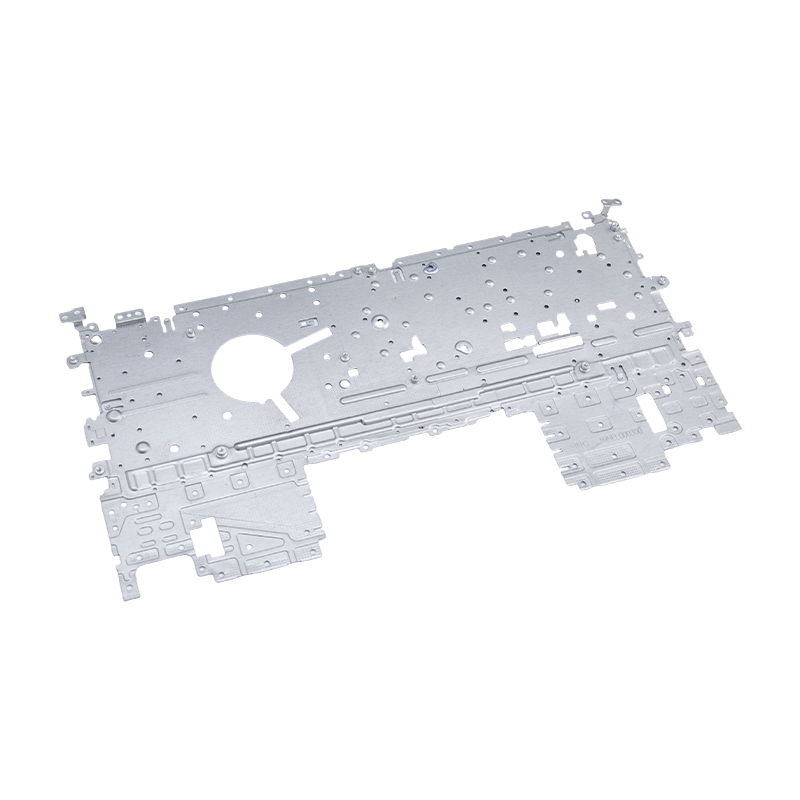
Bộ phận dập máy tính xách tay
Các bộ phận dập máy tính xách tay của chúng tôi...
-
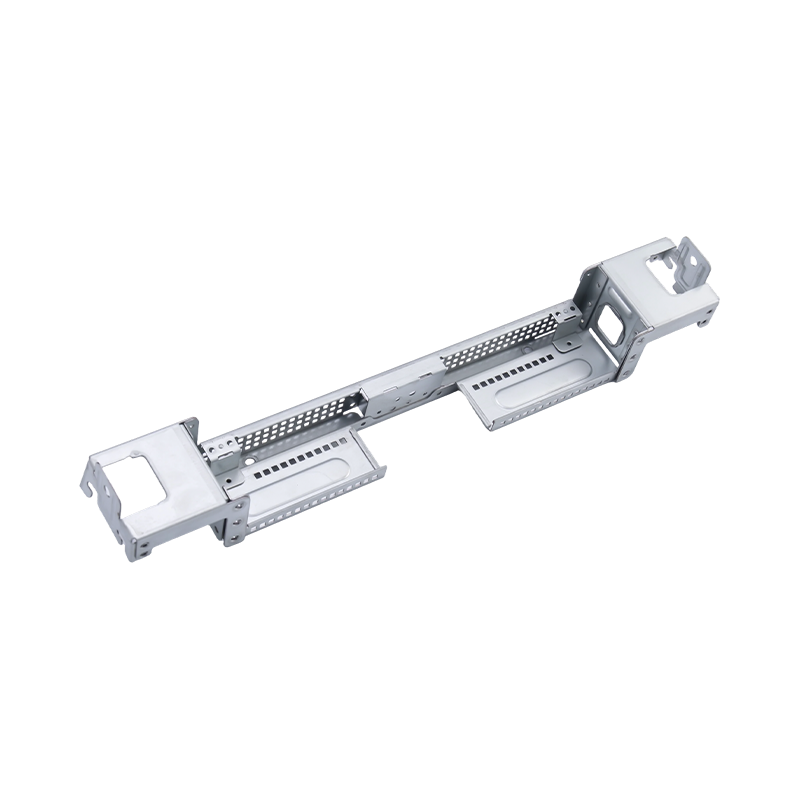
Bộ phận dập máy tính lớn cao cấp
Các bộ phận dập máy tính lớn cao cấp của chúng ...
-
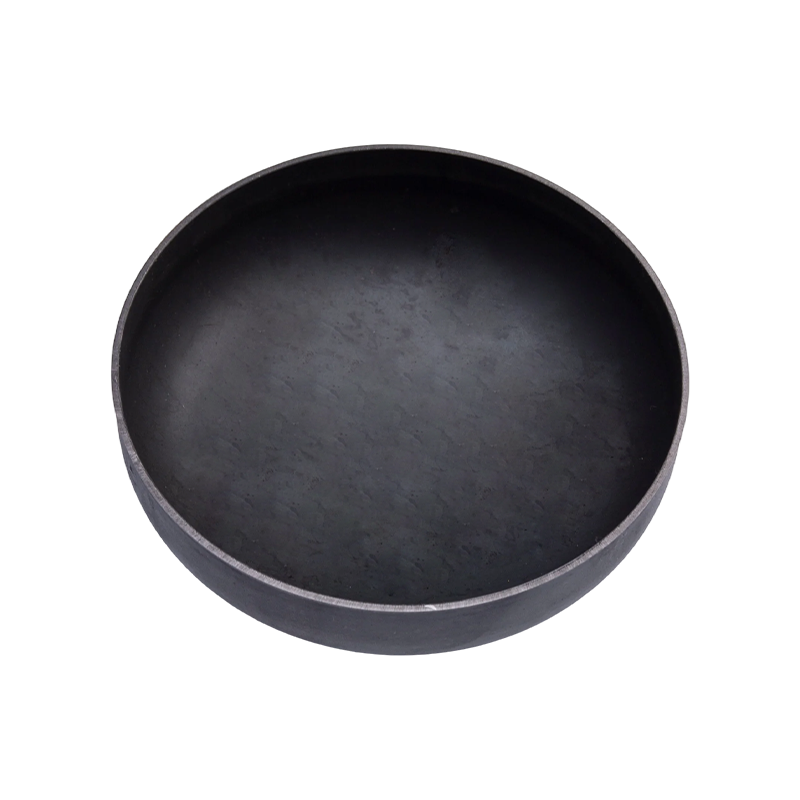
Bộ phận dập cuối bình xăng
Chi tiết dập cuối bình xăng là thành phần kết c...
Tin tức ngành
Trang chủ / Tin tức / Tin tức ngành / Sự khác biệt chính giữa các bộ phận dập vi mô và bộ phận điện tử tiêu chuẩn là gì?
Sự khác biệt chính giữa các bộ phận dập vi mô và bộ phận điện tử tiêu chuẩn là gì?
2026-03-09
Tìm hiểu các bộ phận dập điện tử và vai trò của chúng trong thiết bị điện tử hiện đại
Bộ phận dập điện tử là các thành phần kim loại chính xác được sản xuất thông qua quy trình dập lũy tiến hoặc chuyển tiếp, trong đó tấm kim loại phẳng hoặc phôi cuộn được tạo hình, đục lỗ, uốn cong và định hình dần dần bằng bộ khuôn cứng để tạo ra các bộ phận hoàn thiện có dung sai kích thước chặt chẽ. Những thành phần này tạo thành nền tảng cấu trúc và điện của hầu hết mọi thiết bị điện tử được sản xuất ngày nay — từ điện thoại thông minh và máy tính xách tay tiêu dùng đến mô-đun điều khiển ô tô, thiết bị cấy ghép y tế và cảm biến công nghiệp. Danh mục này bao gồm rất nhiều loại thành phần bao gồm thiết bị đầu cuối, đầu nối, tấm chắn, giá đỡ, tiếp điểm, khung chì, bộ tản nhiệt và bộ phận lò xo, tất cả đều có chung đặc điểm là được tạo thành từ tấm kim loại thay vì được gia công từ nguyên khối hoặc đúc từ kim loại nóng chảy. Trong phạm vi rộng lớn của các bộ phận dập điện tử, sự khác biệt giữa dập vi mô và dập tiêu chuẩn thể hiện một trong những đường phân chia có ý nghĩa thực tế nhất về khả năng sản xuất, yêu cầu quy trình và tính phù hợp của ứng dụng cho người sử dụng cuối.
Xác định các bộ phận dập điện tử tiêu chuẩn: Kích thước và khả năng
Các bộ phận dập điện tử tiêu chuẩn chiếm vị trí trung gian rộng rãi trong ngành công nghiệp dập, bao gồm các bộ phận có kích thước đặc trưng và độ dày vật liệu mà dụng cụ khuôn dập lũy tiến thông thường và máy ép dập tiêu chuẩn có thể sản xuất một cách đáng tin cậy ở khối lượng lớn. Trong thực tế, các bộ phận dập điện tử tiêu chuẩn thường được sản xuất từ kim loại tấm có độ dày từ khoảng 0,15 mm đến 3,0 mm, với các lỗ đục lỗ, các đặc điểm định hình và bán kính uốn cong có kích thước bằng một phần mười milimet thay vì micron. Dung sai kích thước trên các bộ phận dập điện tử tiêu chuẩn thường nằm trong khoảng từ ±0,05 mm đến ±0,1 mm, có thể đạt được bằng dụng cụ thông thường được bảo trì tốt trên thiết bị ép, từ các bộ phận để bàn 25 tấn đến máy ép chuyển 400 tấn cho các bộ phận lớn hơn.
Phạm vi vật liệu cho các bộ phận dập điện tử tiêu chuẩn rất rộng và bao gồm thép cán nguội, thép không gỉ loại 301 và 304, các hợp kim đồng như đồng thau C110, C194 và C260, hợp kim nhôm 1100 và 3003, và bạc niken. Các phương án hoàn thiện bề mặt bao gồm mạ điện bằng thiếc, niken, bạc hoặc vàng thường được áp dụng cho các bộ phận dập điện tử tiêu chuẩn để đạt được khả năng chống tiếp xúc, chống ăn mòn và các đặc tính hàn cần thiết cho mạch hoặc chức năng cơ học cụ thể của chúng. Khối lượng sản xuất các bộ phận dập điện tử tiêu chuẩn có thể dao động từ hàng nghìn đến hàng trăm triệu chiếc mỗi năm, với công cụ khuôn dập tiến bộ cho phép tốc độ chu kỳ từ 100 đến 800 nét mỗi phút tùy thuộc vào độ phức tạp của bộ phận và kích thước máy ép.
Điều gì xác định tính năng dập vi mô và điểm khác biệt của nó so với thông lệ tiêu chuẩn
Công nghệ dập vi mô được đưa vào sử dụng khi yêu cầu về kích thước của các bộ phận dập điện tử vượt quá mức mà các công cụ điều khiển quy trình và công cụ tiêu chuẩn có thể cung cấp một cách đáng tin cậy. Mặc dù không có ngưỡng được thống nhất chung, nhưng việc dập vi mô thường được hiểu là bắt đầu khi độ dày vật liệu giảm xuống dưới 0,1 mm, khi kích thước tính năng đục lỗ đạt tới hoặc vượt quá tỷ lệ 1:1 với độ dày vật liệu (nghĩa là đường kính lỗ bằng hoặc nhỏ hơn độ dày tấm được đục lỗ) hoặc khi kích thước tổng thể của bộ phận được đo bằng milimét một chữ số với dung sai được siết chặt từ ±0,005 mm đến ±0,02 mm. Ở quy mô này, các định luật vật lý chi phối biến dạng kim loại, độ mòn dụng cụ và động lực ép đòi hỏi các cách tiếp cận khác nhau về cơ bản trong thiết kế khuôn, lựa chọn máy ép, kiểm soát quy trình và kiểm tra chất lượng so với sản xuất các bộ phận dập điện tử tiêu chuẩn.
Động lực không ngừng nghỉ của ngành công nghiệp điện tử hướng tới việc thu nhỏ là động lực chính mở rộng thị trường cho các bộ phận dập điện tử có tem vi mô. Đầu nối điện thoại thông minh, linh kiện trợ thính, vỏ cảm biến có thể đeo, điểm tiếp xúc dây dẫn của máy điều hòa nhịp tim, bao bì thiết bị MEMS và khung dây dẫn IC bước nhỏ đều yêu cầu các tính năng được đóng dấu vi mô mà đơn giản là không thể sản xuất được theo thông số kỹ thuật bằng cách sử dụng các phương pháp dập thông thường. Khoảng cách giữa những gì tiêu chuẩn và dập vi mô có thể đạt được đã ngày càng rộng hơn khi quá trình thu nhỏ thiết bị ngày càng tăng, khiến sự khác biệt giữa hai loại này ngày càng có ý nghĩa về mặt thương mại và kỹ thuật.
Thiết kế dụng cụ và kết cấu khuôn: Nơi thể hiện rõ nhất sự khác biệt
Dụng cụ khuôn được sử dụng để sản xuất các bộ phận dập điện tử có tem vi mô khác với dụng cụ tiêu chuẩn ở hầu hết mọi khía cạnh về thiết kế, đặc tính vật liệu và quy trình sản xuất. Các khuôn dập lũy tiến tiêu chuẩn dành cho các bộ phận dập điện tử được chế tạo từ các loại thép công cụ như D2, M2 hoặc DC53, với khe hở chày và khuôn thường được đặt ở mức 5–10% độ dày vật liệu mỗi mặt. Ở kích thước tiêu chuẩn, những khoảng hở này có thể đạt được bằng thiết bị mài CNC và cắt dây EDM thông thường, đồng thời các công cụ thu được có thể tạo ra hàng triệu bộ phận trước khi yêu cầu phục hồi.
Khuôn dập vi mô dành cho các bộ phận dập điện tử thu nhỏ yêu cầu độ hở được đo bằng micron một chữ số - đôi khi chỉ bằng 1–3 micron mỗi bên để có các tính năng tốt nhất - yêu cầu các bộ phận khuôn được sản xuất trên máy mài siêu chính xác và thiết bị EDM định hình có khả năng giữ dung sai ±0,001 mm hoặc cao hơn. Đường kính chày cho các tính năng được dập vi mô có thể nhỏ tới 0,05 mm, ở mức đó chày rất mỏng manh về mặt cơ học và dễ bị lệch dưới các lực ngang được tạo ra trong quá trình đột. Các nhà thiết kế khuôn sẽ bù đắp bằng cách bố trí ống lót dẫn hướng hỗ trợ chày gần mặt cắt, giảm chiều dài vào khuôn để giảm thiểu chiều dài chày không được hỗ trợ và căn chỉnh chày-to-die có kiểm soát đạt được thông qua các trụ dẫn hướng đất chính xác và ống lót với khoảng hở ở mức micron.
Dụng cụ cacbua - cụ thể là các loại cacbua vonfram được chọn vì sự kết hợp giữa độ cứng, độ dẻo dai và cường độ nén - về cơ bản là bắt buộc đối với việc sản xuất các bộ phận dập điện tử có tem vi mô. Tốc độ mài mòn của thép công cụ ở kích thước chày quy mô vi mô sẽ khiến dụng cụ không còn khả thi về mặt kinh tế trong thời gian sản xuất ngắn. Khuôn cacbua, mặc dù chế tạo đắt hơn đáng kể so với thép công cụ tương đương, nhưng mang lại khả năng chống mài mòn và độ ổn định kích thước cần thiết để duy trì kích thước tính năng và chất lượng cạnh qua hàng triệu hành trình cần thiết để sản xuất các bộ phận dập điện tử vi tem hiệu quả về mặt chi phí.
Yêu cầu về thiết bị ép và kiểm soát quy trình
Thiết bị ép được sử dụng cho các bộ phận dập điện tử có tem vi mô khác biệt đáng kể so với thông số kỹ thuật của máy dập tiêu chuẩn. Việc sản xuất các bộ phận dập điện tử tiêu chuẩn chấp nhận một mức độ lệch của khung máy ép, sự biến đổi song song của trượt và độ rung động có thể gây ra thảm họa ở quy mô vi mô. Máy ép vi dập được chế tạo theo các thông số kỹ thuật dẫn hướng trượt chặt chẽ hơn đáng kể - thường là độ song song 0,003 mm hoặc tốt hơn - sử dụng các dẫn hướng trượt ổ lăn thủy tĩnh hoặc chính xác để duy trì chiều cao đóng ổn định bất kể tải lệch tâm từ hình dạng bộ phận không đối xứng.
Máy ép dập vi mô điều khiển bằng servo mang lại những lợi thế đặc biệt cho việc sản xuất các bộ phận dập điện tử chính xác ở quy mô vi mô. Khả năng lập trình các cấu hình chuyển động trượt tùy ý — cách tiếp cận chậm để có các tính năng tinh vi, quay lại nhanh để tối ưu hóa thời gian chu kỳ, dừng có kiểm soát ở điểm chết dưới cho các hoạt động đúc — mang lại mức độ linh hoạt cho quy trình mà máy ép cơ học điều khiển bằng tay quay không thể sánh được. Máy ép servo cũng loại bỏ các đỉnh năng lượng liên quan đến máy ép cơ học dẫn động bằng bánh đà, giảm độ rung truyền đến khuôn và cải thiện tính nhất quán về kích thước trong suốt quá trình sản xuất các bộ phận dập điện tử có tem vi mô trong thời gian dài.
So sánh song song các đặc điểm chính
Bảng dưới đây cung cấp sự so sánh có cấu trúc về những khác biệt chính giữa quy trình dập vi mô và quy trình tiêu chuẩn cho các bộ phận dập điện tử trên các kích thước phù hợp nhất với các kỹ sư thiết kế và chuyên gia mua sắm:
| đặc trưng | Bộ phận dập điện tử tiêu chuẩn | Bộ phận dập điện tử có tem siêu nhỏ |
| Phạm vi độ dày vật liệu | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Dung sai kích thước | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Khe hở khuôn mỗi bên | 5–10% độ dày vật liệu | 1–3 micron tuyệt đối |
| Vật liệu làm dụng cụ | Thép công cụ (D2, M2, DC53) | cacbua vonfram |
| Loại báo chí | Cơ khí/thủy lực | Dẫn hướng servo/thủy tĩnh chính xác |
| Tỷ lệ đột quỵ điển hình | 100–800 spm | 200–1.500 spm (tối ưu hóa servo) |
| Phương pháp kiểm tra | CMM, bộ so sánh quang học | Hệ thống thị giác, SEM, kính hiển vi đồng tiêu |
| Chi phí dụng cụ | Trung bình | Cao đến rất cao |
Sự khác biệt trong lựa chọn vật liệu cho các bộ phận dập điện tử quy mô vi mô
Việc lựa chọn vật liệu cho các bộ phận dập điện tử có tem vi mô bao gồm các ràng buộc bổ sung ngoài những hạn chế áp dụng cho các bộ phận tiêu chuẩn. Ở độ dày dưới 0,1 mm, cấu trúc vi mô của kim loại trở nên liên quan trực tiếp đến hoạt động dập - kích thước hạt so với độ dày vật liệu có thể gây ra biến dạng không nhất quán, hình thành gờ và biến đổi chất lượng cạnh không đáng kể ở độ dày tiêu chuẩn. Các ứng dụng dập vi mô thường chỉ định các vật liệu có cấu trúc hạt được kiểm soát, thường được chỉ định theo thông số kỹ thuật hạt mịn của ASTM hoặc JIS, để đảm bảo dòng chảy kim loại nhất quán và chất lượng lưỡi cắt trong suốt quá trình dập.
Hợp kim đồng vẫn là vật liệu dẫn điện phổ biến nhất cho các bộ phận dập điện tử có tem vi mô, đặc biệt là các loại C194 (đồng-sắt-phốt pho) và C7025 (đồng-niken-silicon) có tính dẫn điện tốt kết hợp với các đặc tính lò xo và khả năng định dạng cần thiết cho các ứng dụng đầu cuối và tiếp điểm thu nhỏ. Hợp kim đồng berili, đặc biệt là C17200 ở điều kiện ủ trong dung dịch, được chỉ định cho các tiếp điểm lò xo được đóng dấu vi mô trong đó yêu cầu độ lệch đàn hồi tối đa khi chịu tải, mặc dù quá trình xử lý chúng đòi hỏi phải chú ý cẩn thận đến các biện pháp kiểm soát sức khỏe và an toàn trong quá trình dập và hoàn thiện.
Những thách thức về kiểm tra và đo lường chất lượng ở quy mô vi mô
Việc xác minh sự phù hợp về kích thước của các bộ phận dập điện tử có tem vi mô đòi hỏi thiết bị và phương pháp kiểm tra vượt xa tiêu chuẩn của máy đo tọa độ và bộ so sánh quang học trong hầu hết các phòng thí nghiệm chất lượng dập. Kích thước tính năng được đo bằng hàng chục micron yêu cầu hệ thống đo quang học không tiếp xúc - điển hình là hệ thống thị giác tự động với vật kính có độ phân giải dưới micron và quang học viễn tâm - có khả năng đo hàng trăm tính năng trên mỗi bộ phận trong vài giây ở tốc độ dây chuyền sản xuất. Đối với các kích thước quan trọng nhất, kính hiển vi điện tử quét (SEM) cung cấp độ phân giải cần thiết để mô tả chất lượng cạnh, chiều cao lưỡi cắt và tình trạng bề mặt ở mức độ chi tiết không thể đạt được bằng quang học ánh sáng.
Kiểm soát quy trình thống kê đối với các bộ phận dập điện tử có tem vi mô phải được thực hiện ở mức độ nghiêm ngặt vượt xa các chương trình SPC điển hình áp dụng cho sản xuất các bộ phận dập điện tử tiêu chuẩn. Sự mài mòn khuôn ở quy mô vi mô tạo ra tốc độ lệch kích thước có thể vượt quá giới hạn dung sai trong một ca sản xuất thay vì trong quá trình sản xuất kéo dài nhiều ngày điển hình của dụng cụ tiêu chuẩn. SPC thời gian thực với phản hồi tự động đối với các thông số máy ép — điều chỉnh độ cao đóng, tiến trình nạp và phân phối dầu bôi trơn để đáp ứng với xu hướng kích thước đo được — đang ngày càng trở thành thông lệ tiêu chuẩn trong các hoạt động dập vi mô hàng đầu phục vụ lĩnh vực điện tử chính xác.
Lựa chọn giữa các bộ phận dập điện tử vi mô và tiêu chuẩn cho ứng dụng của bạn
Quyết định giữa việc chỉ định các bộ phận dập điện tử tiêu chuẩn hoặc vi tem phải được quyết định bởi các yêu cầu chức năng khách quan thay vì giả định rằng dung sai chặt chẽ hơn luôn tạo ra sản phẩm tốt hơn. Các bộ phận dập điện tử tiêu chuẩn phù hợp bất cứ khi nào các yêu cầu về hiệu suất về kích thước, điện và cơ học của ứng dụng có thể được đáp ứng trong phạm vi khả năng của việc dập thông thường — và trong phần lớn các ứng dụng lắp ráp điện tử, chúng có thể làm được. Chi phí dụng cụ thấp hơn đáng kể, cơ sở nhà cung cấp rộng hơn và quản lý chất lượng đơn giản hơn liên quan đến các bộ phận dập điện tử tiêu chuẩn thể hiện những lợi thế thực sự không nên từ bỏ nếu không có sự biện minh rõ ràng về chức năng.
Việc dập vi mô phải được chỉ định khi thu nhỏ là động lực thiết kế chính hãng — khi kích thước thành phần giảm cho phép cải thiện có ý nghĩa về hiệu suất thiết bị, mật độ tích hợp hoặc trải nghiệm của người dùng cuối để chứng minh mức đầu tư công cụ cao hơn và quản lý chuỗi cung ứng phức tạp hơn. Các ứng dụng bao gồm đầu nối siêu nhỏ cho các thiết bị y tế cấy ghép, tiếp điểm lò xo dưới milimet cho cảm biến có thể đeo, khung dẫn bước nhỏ cho gói IC tiên tiến và các thành phần che chắn chính xác cho mô-đun nhạy RF đều đại diện cho các trường hợp trong đó khả năng của các bộ phận dập điện tử được đóng dấu vi mô mang lại giá trị chức năng không thể sao chép ở quy mô tiêu chuẩn.

Bài trước
Bộ phận dập kim loại cho ô tô và thiết bị gia dụng: Quy trình, vật liệu và tiêu chuẩn chất lượng
Bài tiếp theo
Thép cường độ cao tiên tiến thay đổi việc sản xuất các bộ phận dập ô tô như thế nào?
của chúng tôi Sản phẩm.
Bắt đầu công việc kinh doanh của bạn với Nhà sản xuất OEM ngay tại đây!
Cung cấp cho khách hàng toàn cầu các giải pháp chìa khóa trao tay hoàn chỉnh
thông qua
sự đổi mới!
LIÊN KẾT NHANH
SẢN PHẨM
TIN TỨC
THÔNG TIN LIÊN HỆ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Bản quyền © Tô Châu Shuangqisi Công ty TNHH Thiết bị khuôn mẫu Mọi quyền được bảo lưu. Khuôn dập tùy chỉnh Các nhà sản xuất khuôn dập kim loại
