
-
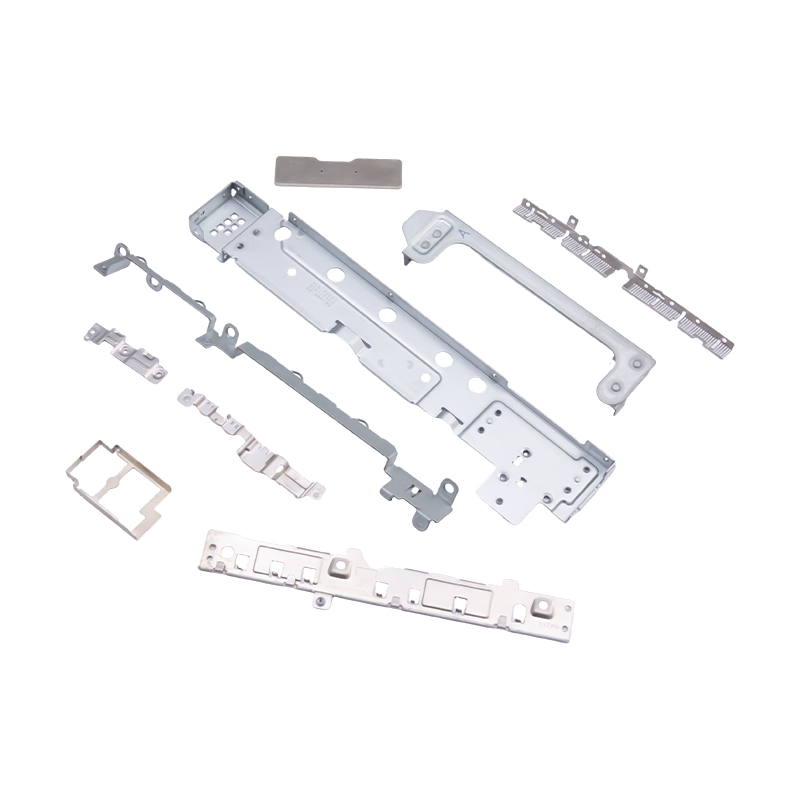
Các bộ phận được đóng dấu nhỏ cho máy tính xách tay và điện thoại di động
Là các bộ phận bên trong thiết yếu của thiết bị...
-
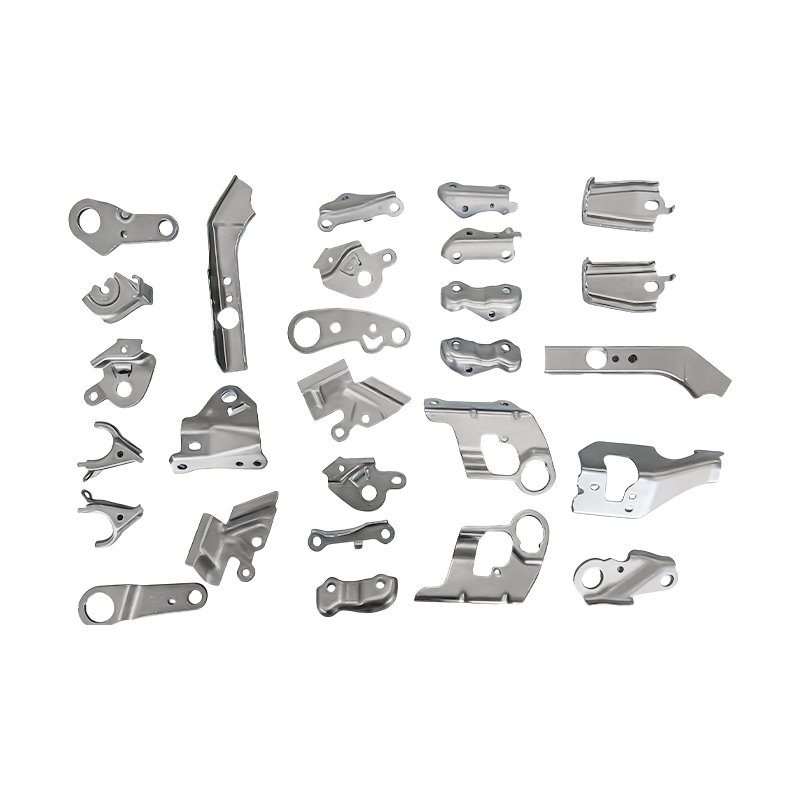
Phụ tùng ô tô nhỏ dập khuôn lũy tiến
Các bộ phận dập khuôn lũy tiến phụ tùng ô tô nh...
-
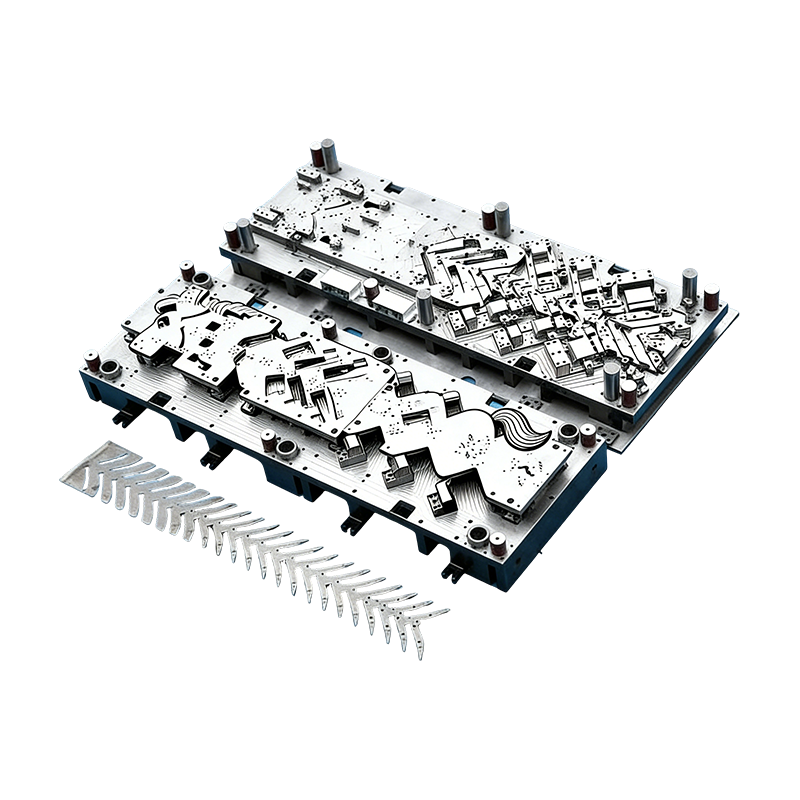
Khuôn tiến bộ cho phụ tùng ô tô
Khuôn liên tục dành cho vỏ động cơ ô tô này đượ...
-

Bộ phận dập vỏ động cơ ô tô
Các bộ phận dập vỏ động cơ ô tô là bộ phận cốt ...
-

Bộ phận dập xe tải hạng nặng
Các bộ phận dập xe tải hạng nặng của chúng tôi ...
-
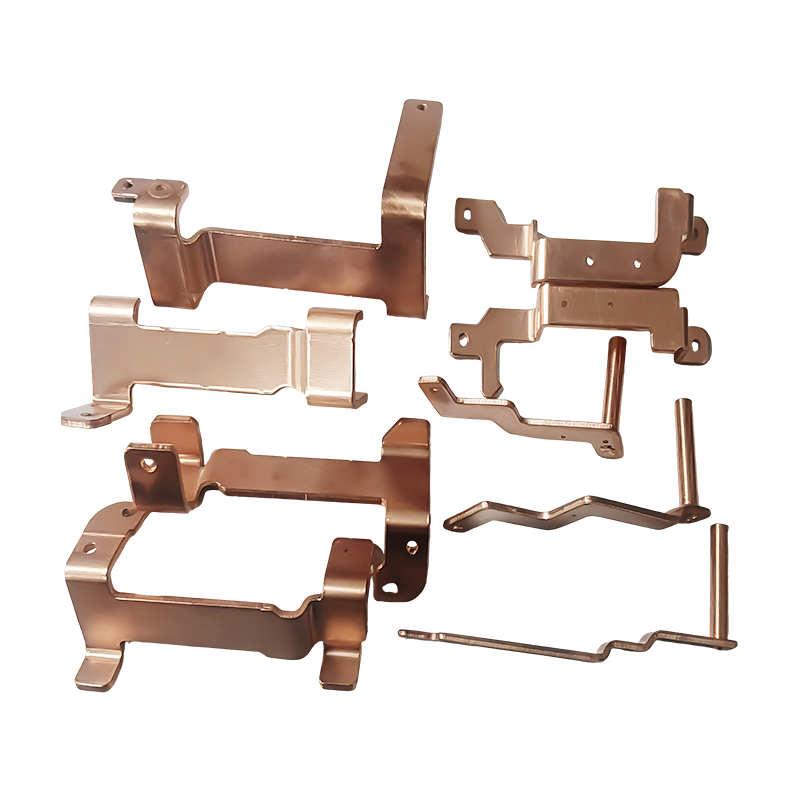
Bộ phận dập thanh cái bằng đồng của xe năng lượng mới
Các bộ phận dập thanh cái bằng đồng của xe năng...
Tin tức ngành
Hướng dẫn vẽ khuôn dập kim loại sâu cho phụ tùng ô tô
2026-03-30
Nguyên tắc cơ bản của việc vẽ sâu trong khuôn dập kim loại
Trong thế giới sản xuất phức tạp, Khuôn dập kim loại đóng vai trò là xương sống cho các thành phần kim loại chính xác sản xuất hàng loạt. Trong số các loại hoạt động dập khác nhau, vẽ sâu nổi bật như một quá trình quan trọng để biến kim loại tấm phẳng thành các hình dạng rỗng ba chiều. Không giống như uốn hoặc cắt đơn giản, vẽ sâu bao gồm sự tương tác phức tạp của các lực trong đó chày ép phôi kim loại vào khoang khuôn. Mục tiêu chính là kiểm soát dòng vật liệu, đảm bảo rằng tấm trải dài và chảy theo hình dạng mong muốn mà không ảnh hưởng đến tính toàn vẹn cấu trúc hoặc độ đồng đều của độ dày. Quá trình này rất cần thiết để tạo ra các bộ phận đòi hỏi độ sâu đáng kể so với đường kính của chúng, một yêu cầu phổ biến trong các ngành công nghiệp từ hàng tiêu dùng đến máy móc hạng nặng.
Cơ chế vẽ sâu phụ thuộc rất nhiều vào biến dạng dẻo của vật liệu. Khi chày hạ xuống, phôi kim loại được vẽ trên bán kính khuôn. Diện tích phôi nằm trên lỗ khuôn sẽ trở thành thành cốc hoặc bộ phận, trong khi mặt bích bên ngoài được kéo hướng tâm vào trong. Bản vẽ xuyên tâm này làm cho đường kính mặt bích co lại, điều này gây ra ứng suất vòng nén một cách tự nhiên. Nếu những ứng suất này không được quản lý chính xác, vật liệu sẽ bị biến dạng, dẫn đến nếp nhăn. Ngược lại, nếu ứng suất kéo ở thành cốc vượt quá giới hạn chảy của vật liệu, bộ phận đó sẽ bị rách hoặc nứt. Vì vậy, việc thiết kế Khuôn dập kim loại để vẽ sâu không chỉ dừng lại ở hình dáng; đó là về quản lý căng thẳng.
Kiểm soát dòng nguyên liệu và ngăn ngừa khuyết tật
Để đạt được quá trình kéo sâu thành công, các kỹ sư phải kiểm soát tỉ mỉ các thông số như lực giữ phôi và khe hở khuôn. Giá đỡ phôi, hoặc miếng đệm áp lực, tác dụng một lượng lực cụ thể lên mặt bích của phôi. Lực này là một sự cân bằng tinh tế: nó phải đủ cao để ngăn chặn vật liệu bị nhăn khi chảy vào trong, nhưng đủ thấp để cho phép vật liệu trượt tự do vào khoang khuôn. Nếu lực quá cao, vật liệu không thể chảy, dẫn đến mỏng đi và cuối cùng là gãy ở bán kính chày. Nếu nó quá thấp, ứng suất nén ở mặt bích sẽ gây ra các nếp nhăn khó coi và cấu trúc yếu.
Giải phóng mặt bằng khuôn là một yếu tố quan trọng khác. Điều này đề cập đến khe hở giữa chày và thành khuôn. Trong bản vẽ sâu tiêu chuẩn, khoảng hở thường lớn hơn một chút so với độ dày của tấm để cho phép vật liệu chảy mà không cần ủi quá nhiều. Tuy nhiên, trong các quy trình được gọi là "vẽ sâu mỏng" hoặc "ủi", khoảng hở được cố ý đặt nhỏ hơn độ dày vật liệu ban đầu. Điều này làm giảm độ dày thành và tăng chiều cao của bộ phận đồng thời cải thiện độ hoàn thiện bề mặt và độ chính xác về kích thước. Để tạo điều kiện thuận lợi cho dòng chảy này và giảm ma sát, nguyên nhân tạo ra nhiệt và mài mòn, việc bôi trơn là rất quan trọng. Chất bôi trơn tiên tiến và lớp phủ bề mặt trên khuôn giúp kéo dài tuổi thọ khuôn và đảm bảo chất lượng bộ phận ổn định.
Các khiếm khuyết thường gặp và giải pháp
- nhăn: Nguyên nhân là do ứng suất nén quá mức ở mặt bích. Giải quyết bằng cách tăng lực giữ phôi hoặc sử dụng các hạt rút để hạn chế dòng chảy.
- Gãy xương/Rách: Xảy ra khi ứng suất kéo vượt quá giới hạn vật liệu. Giải quyết bằng cách tăng độ hở khuôn, cải thiện khả năng bôi trơn hoặc ủ vật liệu để khôi phục độ dẻo.
- Tai: Chiều cao không đồng đều ở phần trên của phần kéo do tính dị hướng trong cấu trúc hạt kim loại. Được kiểm soát bằng cách tối ưu hóa các thao tác định hướng trống hoặc cắt xén.
Tích hợp với khuôn tiến bộ cho phụ tùng ô tô
Trong khi bản vẽ sâu một giai đoạn thường phổ biến đối với các bộ phận lớn, đơn giản thì ngành công nghiệp ô tô thường yêu cầu sản xuất khối lượng lớn các bộ phận phức tạp. Đây là lúc khuôn Progressive dành cho phụ tùng ô tô trở nên không thể thiếu. Trong thiết lập khuôn lũy tiến, một dải kim loại sẽ đi qua nhiều trạm trong một khuôn duy nhất. Mỗi trạm thực hiện một thao tác khác nhau—đục lỗ, uốn và kéo—cho đến khi sản phẩm hoàn thiện được sản xuất tại trạm cuối cùng. Việc tích hợp bản vẽ sâu vào khuôn lũy tiến là một thách thức về mặt kỹ thuật vì vật liệu phải được vận chuyển giữa các trạm mà không làm biến dạng hình dạng đã vẽ.
Các nhà sản xuất ô tô sử dụng những khuôn tiến bộ này để tạo ra mọi thứ từ giá đỡ đầu nối nhỏ đến các bộ phận cấu trúc lớn hơn. Ví dụ, việc sản xuất các bộ phận của hệ thống nhiên liệu hoặc bộ phận xả thường bao gồm một loạt các bước vẽ trong một dây chuyền lũy tiến. Ưu điểm nằm ở tốc độ và tính nhất quán. Bằng cách tự động hóa việc chuyển bộ phận từ giai đoạn vẽ này sang giai đoạn vẽ tiếp theo, các nhà sản xuất có thể sản xuất hàng nghìn bộ phận mỗi giờ với sự can thiệp tối thiểu của con người. Tuy nhiên, việc thiết kế khuôn Progressive cho các bộ phận ô tô đòi hỏi phải xem xét cẩn thận "dải mang", giữ bộ phận khi nó di chuyển qua khuôn. Giá đỡ phải đủ chắc chắn để chịu được lực kéo nhưng dễ tách khỏi phần cuối cùng.
Thiết kế kết cấu nâng cao cho hình học phức tạp
Khi các thiết kế ô tô ngày càng có nhiều quy định về khí động học và an toàn chặt chẽ hơn, độ phức tạp hình học của các bộ phận được đóng dấu sẽ tăng lên. Các khuôn dập sâu tiêu chuẩn thường không thể đạt được độ sâu hoặc hình dạng cần thiết chỉ trong một lần nhấn. Do đó, các thiết kế kết cấu chuyên dụng đã được phát triển để đáp ứng các yêu cầu kỹ thuật này. Những thiết kế này cho phép tạo hình nhiều giai đoạn chỉ trong một lần nhấn hoặc qua nhiều nguyên công, đảm bảo rằng ngay cả những bộ phận rỗng phức tạp nhất cũng có thể được sản xuất một cách hiệu quả.
| Loại khuôn | chức năng | ứng dụng |
| Bản vẽ sâu ban đầu đảo ngược | chày di chuyển lên trên hoặc khuôn di chuyển xuống dưới để tạo thành chi tiết từ trong ra ngoài ban đầu. | Dùng cho các chi tiết đòi hỏi độ ổn định cao trong giai đoạn đầu tạo hình. |
| Bản vẽ ngược không có giá đỡ trống | Vẽ lại chi tiết theo hướng ngược lại mà không cần giá đỡ phôi truyền thống, dựa vào hình dạng khuôn. | Lý tưởng để giảm đường kính đồng thời tăng chiều cao ở các giai đoạn tiếp theo. |
| Bản vẽ mỏng đôi | Sử dụng hai khuôn đồng tâm để làm mỏng độ dày thành đáng kể đồng thời kéo dài bộ phận. | Sản xuất xi lanh áp suất cao hoặc vỏ ô tô chính xác. |
Kỹ thuật vẽ ngược
Vẽ ngược là một kỹ thuật mạnh mẽ được sử dụng khi một bộ phận cần được vẽ sâu hơn vật liệu cho phép trong một lần vẽ về phía trước. Trong quá trình này, chiếc cốc được rút một phần sẽ được lộn từ trong ra ngoài hoặc được vẽ theo hướng ngược lại ở trạm tiếp theo. Công việc này làm cứng vật liệu một cách khác nhau và cho phép tỷ lệ độ sâu trên đường kính lớn hơn. Khuôn vẽ sâu đảo ngược không có đầu cặp trống đặc biệt hữu ích ở đây, vì chúng đơn giản hóa cấu trúc dụng cụ trong khi vẫn duy trì khả năng kiểm soát dòng vật liệu trong quá trình đảo ngược.
Nâng cao tuổi thọ khuôn và chất lượng bề mặt
Tuổi thọ của Khuôn dập kim loại có mối tương quan trực tiếp với chất lượng bề mặt của các bộ phận được sản xuất và hiệu quả chi phí của dây chuyền sản xuất. Quá trình kéo sâu liên quan đến ma sát và áp suất đáng kể, có thể dẫn đến hiện tượng lõm (vật liệu dính vào khuôn) và mài mòn. Để giải quyết vấn đề này, ngành sản xuất khuôn hiện đại sử dụng các kỹ thuật đánh bóng và phủ tiên tiến. Đánh bóng bán kính khuôn thành lớp tráng gương giúp giảm ma sát, cho phép kim loại chảy trơn tru. Hơn nữa, các lớp phủ như Titanium Nitride (TiN) hoặc Diamond-Like Carbon (DLC) được áp dụng cho các bề mặt làm việc của khuôn.
Những lớp phủ này cung cấp một bề mặt cứng, ma sát thấp, chống mài mòn và ăn mòn. Trong bối cảnh khuôn Progressive dành cho các bộ phận ô tô, nơi mà thời gian hoạt động là rất quan trọng, khuôn được phủ giúp giảm tần suất dừng bảo trì và tỷ lệ loại bỏ bộ phận. Ngoài ra, việc lựa chọn vật liệu khuôn cũng rất quan trọng. Thép công cụ có hàm lượng cacbon cao, hàm lượng crom cao thường được sử dụng vì khả năng chống mài mòn của chúng, trong khi hạt dao cacbua vonfram có thể được sử dụng trong các ứng dụng khối lượng lớn đòi hỏi độ bền cực cao. Bằng cách kết hợp thiết kế kết cấu chắc chắn với kỹ thuật bề mặt, các nhà sản xuất có thể đảm bảo rằng khuôn dập sâu hoạt động đáng tin cậy qua hàng triệu chu kỳ.
Ứng dụng trong sản xuất ô tô hiện đại
Việc ứng dụng công nghệ vẽ sâu rất phổ biến trong lĩnh vực ô tô. Một trong những ví dụ kinh điển nhất là việc sản xuất thùng nhiên liệu ô tô. Các thành phần này đòi hỏi hình dạng phức tạp, rỗng, có thể chịu được áp suất bên trong và tác động từ bên ngoài. Vẽ sâu cho phép tạo ra các thùng chứa liền mạch này từ tấm kim loại, đảm bảo tính toàn vẹn chống rò rỉ. Tương tự, chậu và bồn rửa tráng men, trong khi hàng tiêu dùng, có chung nguyên tắc sản xuất, thể hiện tính linh hoạt của quy trình.
Trong kỷ nguyên của xe điện (EV), nhu cầu về các bộ phận được kéo sâu đã tăng cao. Vỏ pin, vỏ động cơ và hộp va chạm kết cấu thường sử dụng quy trình vẽ sâu để tạo ra vỏ nhẹ nhưng chắc chắn. Khả năng làm mỏng vật liệu trong quá trình kéo (thinning deep drawing) giúp giảm trọng lượng tổng thể của xe, điều này rất quan trọng để kéo dài phạm vi hoạt động của ắc quy. Khi ngành công nghiệp chuyển sang các vật liệu nhẹ hơn như nhôm và thép cường độ cao, vai trò của Khuôn dập kim loại chuyên dụng càng trở nên nổi bật hơn. Các kỹ sư phải điều chỉnh thiết kế khuôn để xử lý các đặc tính đàn hồi ngược khác nhau và giới hạn khả năng định hình của các hợp kim tiên tiến này, đảm bảo rằng thế hệ xe tiếp theo vừa an toàn vừa hiệu quả.
Bài trước
Khuôn dập chính xác cho Điện tử & Thiết bị Gia dụng: Giải pháp Sản xuất Hiệu quả Cao vào năm 2026
Bài tiếp theo
Hướng dẫn về bộ phận dập và vẽ kim loại
của chúng tôi Sản phẩm.
Bắt đầu công việc kinh doanh của bạn với Nhà sản xuất OEM ngay tại đây!
Cung cấp cho khách hàng toàn cầu các giải pháp chìa khóa trao tay hoàn chỉnh
thông qua
sự đổi mới!
LIÊN KẾT NHANH
SẢN PHẨM
TIN TỨC
THÔNG TIN LIÊN HỆ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Bản quyền © Tô Châu Shuangqisi Công ty TNHH Thiết bị khuôn mẫu Mọi quyền được bảo lưu. Khuôn dập tùy chỉnh Các nhà sản xuất khuôn dập kim loại
