-
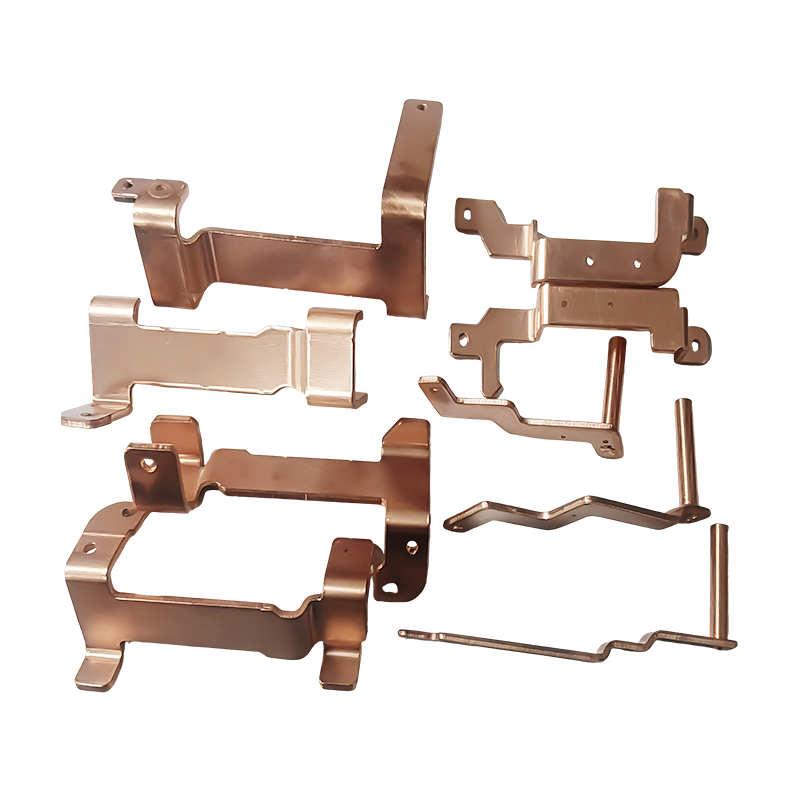
Bộ phận dập thanh cái bằng đồng của xe năng lượng mới
Các bộ phận dập thanh cái bằng đồng của xe năng...
-
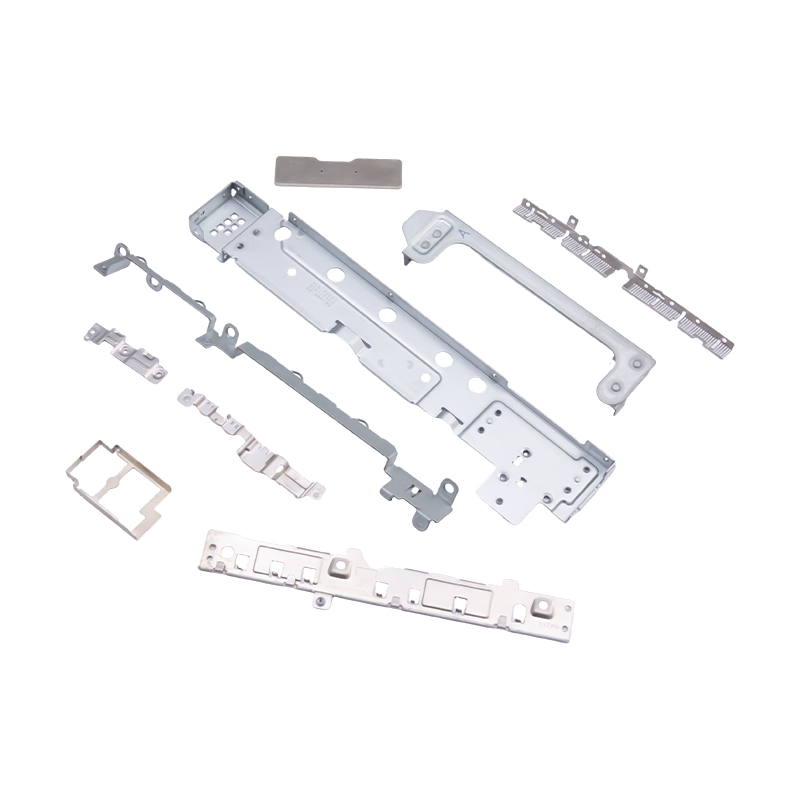
Các bộ phận được đóng dấu nhỏ cho máy tính xách tay và điện thoại di động
Là các bộ phận bên trong thiết yếu của thiết bị...
-

Bộ phận dập vỏ động cơ ô tô
Các bộ phận dập vỏ động cơ ô tô là bộ phận cốt ...
-
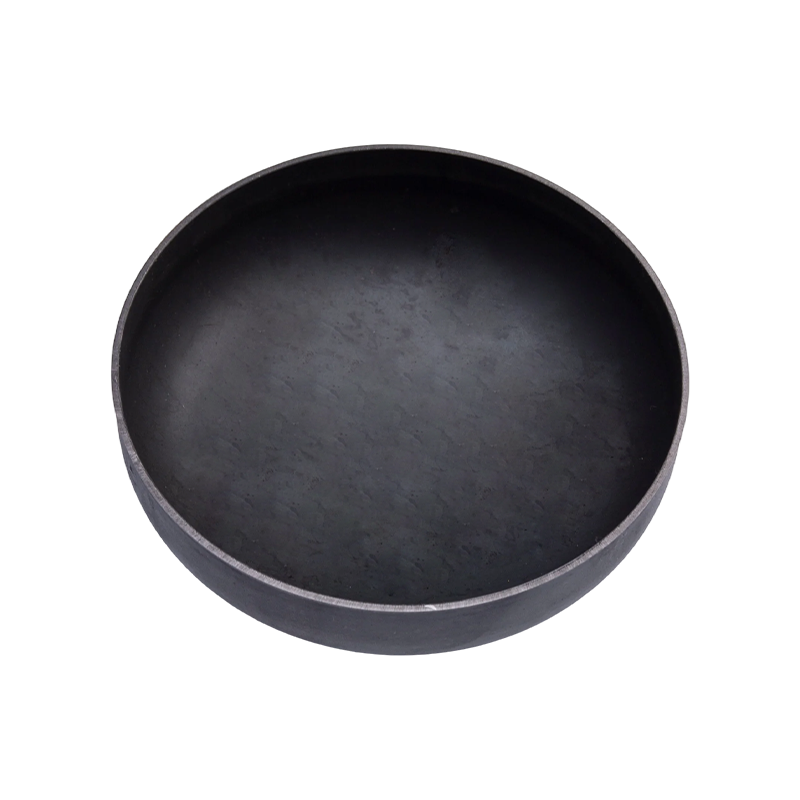
Bộ phận dập cuối bình xăng
Chi tiết dập cuối bình xăng là thành phần kết c...
-

Bộ phận dập xe tải hạng nặng
Các bộ phận dập xe tải hạng nặng của chúng tôi ...
-
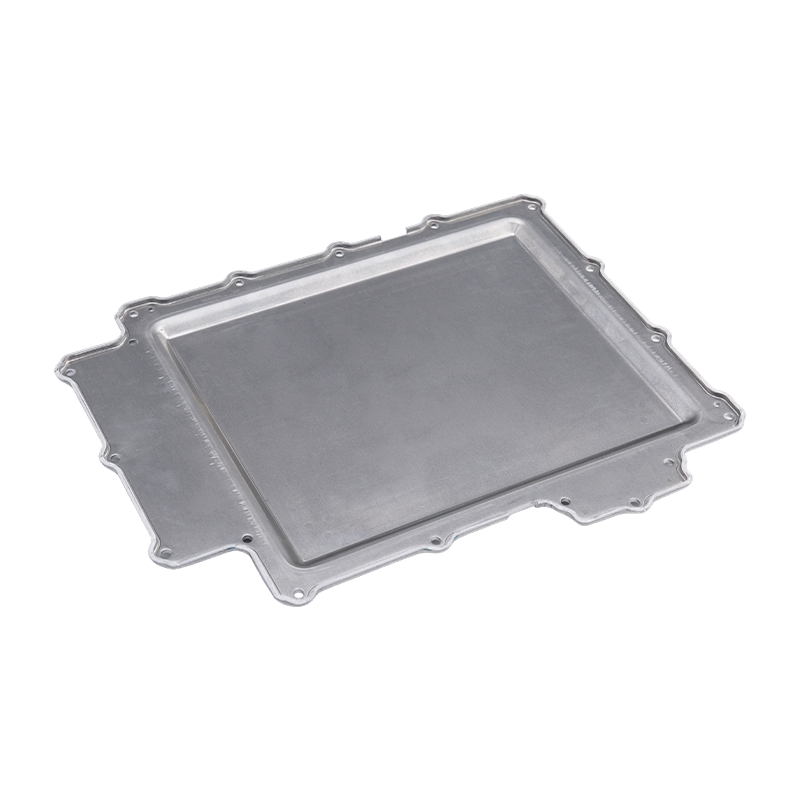
Bộ phận dập nắp pin
Các bộ phận dập nắp pin của chúng tôi là các bộ...
Tin tức ngành
Bộ phận dập nắp pin cho vỏ pin lưu trữ năng lượng và xe điện
2026-06-16
Một bộ pin bị hỏng tại hiện trường hiếm khi bị hỏng do các tế bào. Thông thường, nguyên nhân cốt lõi là do nắp không bịt kín, mặt bích không thẳng hàng hoặc phần trùm lắp bị nứt khi rung. Các bộ phận dập nắp pin là tuyến bảo vệ cấu trúc và môi trường đầu tiên cho mọi hệ thống pin lưu trữ năng lượng, công nghiệp và xe điện — và các tiêu chuẩn dung sai mà chúng phải đáp ứng đã được thắt chặt đáng kể khi điện áp gói và mật độ năng lượng tăng lên.
Bài viết này đề cập đến các vật liệu, quy trình, yêu cầu về kích thước và các tùy chọn tùy chỉnh để xác định bộ phận dập nắp pin sẵn sàng sản xuất — và những điều cần xác minh khi đánh giá nhà cung cấp.

Bộ phận dập nắp pin thực sự làm gì
Vỏ bọc pin có ba công việc đồng thời. Về mặt cấu trúc, nó phải duy trì hình dạng của nó dưới tải trọng cơ học của cụm xe, độ rung của đường và chu trình nhiệt mà không bị biến dạng hoặc truyền ứng suất đến các phần bên dưới nó. Về mặt môi trường, nó phải đạt được và duy trì tính toàn vẹn niêm phong IP67 hoặc IP68 — nghĩa là không có bụi xâm nhập và không có nước xâm nhập khi ngâm liên tục. Về mặt chức năng, nó phải giao tiếp chính xác với vỏ pin, đầu nối điện áp cao và bất kỳ kênh làm mát nào được tích hợp vào thiết kế gói.
Đáp ứng cả ba yêu cầu trong một bộ phận được dập khuôn duy nhất — thay vì một bộ phận thay thế được gia công hoặc đúc — là điều khiến việc dập sâu trở thành quy trình được ưu tiên để sản xuất pin số lượng lớn. Dập mang lại kích thước nhất quán và dung sai chặt chẽ (± 0,01mm – ± 0,05mm) ở tốc độ sản xuất mà quá trình đúc và gia công không thể sánh bằng, trong khi vẫn giữ chi phí mỗi bộ phận đủ thấp để chuỗi cung ứng OEM hoạt động trên quy mô lớn.
Lựa chọn vật liệu: Thép cán nguội, Hợp kim nhôm hoặc Thép không gỉ
Việc lựa chọn vật liệu nền đặt ra giới hạn cho mọi chỉ số hiệu suất mà lớp phủ có thể đạt được - khả năng chống ăn mòn, trọng lượng, khả năng định hình, khả năng hàn và chi phí. Ba họ vật liệu thống trị các ứng dụng vỏ pin.
Thép cán nguội cung cấp độ bền kéo cao và khả năng định hình tuyệt vời với chi phí nguyên liệu thấp. Đây là lựa chọn tiêu chuẩn cho vỏ pin công nghiệp và hệ thống lưu trữ năng lượng trong đó trọng lượng là mối quan tâm thứ yếu và độ cứng kết cấu là yêu cầu chính. Các phương pháp xử lý bề mặt sau dán tem - mạ kẽm, sơn điện tử hoặc sơn tĩnh điện - thường được áp dụng để đáp ứng các mục tiêu chống ăn mòn.
Hợp kim nhôm, đặc biệt là loại 3003 và 5052, là vật liệu chủ yếu trong vỏ pin EV, nơi trọng lượng của gói ảnh hưởng trực tiếp đến phạm vi hoạt động của xe. Hợp kim 3003 có khả năng định hình tốt và độ bền vừa phải, khiến nó rất phù hợp với hình dạng lớp phủ kéo nông. Hợp kim 5052 mang lại độ bền cao hơn và khả năng chống ăn mòn vượt trội, được ưu tiên sử dụng cho các lớp phủ tiếp xúc với nước ngưng tụ, chất làm mát hoặc văng trên đường. Cả hai loại đều được vẽ sâu một cách rõ ràng và chấp nhận lớp phủ anodizing hoặc chuyển đổi để bảo vệ thêm.
Thép không gỉ được chỉ định cho các ứng dụng yêu cầu khả năng chống ăn mòn vốn có mà không cần xử lý bề mặt bổ sung - hệ thống lưu trữ năng lượng cố định trong môi trường ẩm ướt, bộ pin hàng hải hoặc bất kỳ ứng dụng nào mà độ bám dính của lớp phủ không thể được đảm bảo trong suốt vòng đời sản phẩm. Tốc độ đông cứng cao hơn của nó đòi hỏi dụng cụ được thiết kế cẩn thận để ngăn ngừa hiện tượng đàn hồi và duy trì sự ổn định về kích thước sau khi tạo hình.
Quy trình vẽ sâu và dập nâng cao
Hầu hết các nắp pin không phải là những tấm phẳng đơn giản. Chúng kết hợp các kênh bịt kín, mặt bích nâng lên, phần trùm tích hợp và các đường viền phức tạp đòi hỏi trình tự dập khuôn chuyển tiếp hoặc tiến bộ nhiều giai đoạn. Vẽ sâu - kéo một tấm kim loại phẳng thành dạng ba chiều bằng cách sử dụng chày và khuôn - là hoạt động cốt lõi, nhưng thành phần hoàn thiện thường đi qua các trạm bổ sung để cắt, đục lỗ, tạo hình và gấp mép trước khi rời khỏi máy ép.
Kiểm soát quy trình tại mỗi trạm xác định xem phần hoàn thiện có đáp ứng được dung sai hay không. Áp suất giữ phôi kiểm soát dòng nguyên liệu và ngăn ngừa nếp nhăn; áp suất không đủ sẽ làm cho mặt bích bị vênh, trong khi áp suất dư thừa sẽ làm rách bán kính kéo. Quản lý bôi trơn ảnh hưởng đến tình trạng bề mặt - bề mặt nhẵn Ra ≤ 0,8μm có thể đạt được trên nền nhôm và thép khi hình dạng dụng cụ và độ dày màng bôi trơn khớp chính xác.
Dung sai không có gờ là một yêu cầu không thể thương lượng đối với vỏ pin. Một gờ trên rãnh bịt kín làm gián đoạn bề mặt tiếp xúc của miếng đệm và tạo ra đường rò rỉ; một gờ ở cạnh trong có thể di chuyển vào ngăn xếp ô. Để đạt được các cạnh không có gờ một cách nhất quán trong sản xuất hàng loạt đòi hỏi dụng cụ phải được duy trì ở khoảng hở hẹp — thường là 5–8% độ dày vật liệu đối với thép, rộng hơn một chút đối với nhôm — và chu kỳ kiểm tra khuôn thường xuyên được hiệu chỉnh theo khối lượng sản xuất.
Hiệu suất niêm phong: Yêu cầu IP67 và IP68
IP67 yêu cầu vỏ bọc có thể chịu được khi ngâm ở độ sâu tối đa 1 mét nước trong 30 phút mà không bị xâm nhập. IP68 mở rộng điều này sang khả năng ngâm liên tục ở độ sâu được thỏa thuận giữa nhà sản xuất và người dùng cuối — thường là 1,5m trong 30 phút trong các ứng dụng ô tô, mặc dù các OEM EV thường chỉ định các điều kiện khắt khe hơn.
Việc đạt được các xếp hạng này từ nắp được dán tem phụ thuộc vào ba yếu tố: độ phẳng của mặt bích bịt kín, độ hoàn thiện bề mặt của rãnh hoặc hạt tiếp xúc với miếng đệm và tính nhất quán về kích thước của mẫu lỗ bu lông nén miếng đệm. Độ lệch độ phẳng của mặt bích thậm chí chỉ 0,1 mm trong thời gian dài bịt kín cũng đủ để tạo ra một khe hở mà nước có thể xâm nhập dưới áp lực. Đây là lý do tại sao dung sai kích thước trên các đặc điểm bịt kín được giữ chặt hơn so với các đặc điểm cấu trúc - thường là ± 0,01mm trên độ sâu rãnh và chiều rộng hạt bịt kín.
của chúng tôi bộ phận dập ô tô và pin EV chính xác được sản xuất với hình dạng rãnh bịt kín được xác nhận theo thông số kỹ thuật của nhà cung cấp miếng đệm trước khi hoàn thiện công cụ sản xuất, loại bỏ rủi ro về bộ nén và đường rò rỉ phát sinh từ sự không khớp giữa thiết kế kích thước danh nghĩa và kích thước danh nghĩa của dụng cụ.
của chúng tôi Battery Cover Stamping Parts: Specification Overview
của chúng tôi battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Các bộ phận có bề mặt hoàn thiện mịn (Ra ≤ 0,8μm), không có vết xước và không bị biến dạng, bảo vệ hiệu quả lõi pin khỏi bụi, hơi ẩm và các tác động bên ngoài đồng thời đạt được tính nguyên vẹn niêm phong IP67/IP68. Chúng hỗ trợ tích hợp liền mạch với vỏ pin và có thể được tùy chỉnh với các ông chủ gắn tích hợp, rãnh bịt kín, lỗ, mặt bích hoặc cấu trúc uốn dựa trên nhu cầu lắp đặt cụ thể, bao gồm cả quy định về đầu nối điện áp cao và giao diện làm mát.
Với độ ổn định cấu trúc tuyệt vời và khả năng chống ăn mòn, các bộ phận dập pin EV này nâng cao độ an toàn và độ bền tổng thể của hệ thống pin. Chúng thích hợp cho sản xuất hàng loạt (500K – 10 triệu bộ phận/năm) , đảm bảo hiệu quả về mặt chi phí và nguồn cung cấp đáng tin cậy cho các OEM và nhà sản xuất pin, được hỗ trợ bởi chứng nhận chất lượng IATF 16949.
Tùy chỉnh: Trùm, rãnh, mặt bích và giao diện chức năng
Không có hai thiết kế bộ pin nào có chung hình dạng vỏ giống hệt nhau. Nền tảng EV khác nhau về định dạng ô (hình trụ, hình lăng trụ, túi), cách sắp xếp mô-đun, kiến trúc quản lý nhiệt và vị trí đầu nối — và mỗi biến thể sẽ được truyền vào thiết kế vỏ dưới dạng sự kết hợp các tính năng khác nhau.
Các yêu cầu tùy chỉnh phổ biến nhất được chia thành năm loại. Gắn trùm - các miếng đệm nâng lên có ren hoặc lỗ hở - xác định vị trí nắp trên vỏ pin và phân phối tải trọng kẹp ra khỏi bề mặt bịt kín. Niêm phong rãnh phải phù hợp về chiều rộng, chiều sâu và bán kính với thông số kỹ thuật của miếng đệm hoặc vòng chữ O, với dung sai đủ chặt để đảm bảo tỷ lệ nén được chỉ định trong toàn bộ phạm vi sản xuất. Các vết cắt và lỗ thủng đối với các đầu nối, lỗ thông hơi và cảm biến phải được định vị tương ứng với chu vi bịt kín với độ chính xác tương tự như các tính năng kết nối của nắp trên vỏ. Mặt bích và kết cấu uốn thêm độ cứng, tạo tính năng định vị lắp ráp hoặc tạo điểm đính kèm cho các mô-đun liền kề. Giao diện làm mát - các hốc hoặc các tính năng xuyên suốt kết nối nắp với mạch làm mát bằng chất lỏng - yêu cầu kiểm soát kích thước đặc biệt chặt chẽ để đảm bảo kết nối không bị rò rỉ với các ống góp làm mát.
Tất cả các tính năng này đều có thể đạt được trong quá trình vẽ sâu và dập lũy tiến. Điều kiện tiên quyết quan trọng là công cụ được thiết kế ngay từ đầu có lưu ý đến dung sai sản xuất chứ không phải kích thước danh nghĩa - bởi vì một tính năng chính xác về mặt hình học trên mô hình 3D nhưng được gia công ở mức danh nghĩa không có giới hạn khả năng xử lý sẽ tạo ra sản phẩm bị loại bỏ do thời điểm điều kiện quy trình bị lệch.
của chúng tôi khả năng thiết kế khuôn vẽ sâu ô tô và xe điện đảm bảo rằng mọi tính năng tùy chỉnh đều được thiết kế để đảm bảo tính ổn định trong sản xuất ngay từ lần thử khuôn đầu tiên, giảm chu kỳ lặp lại giữa quá trình phê duyệt nguyên mẫu và đưa vào sản xuất hàng loạt.
Năng lực sản xuất hàng loạt và đảm bảo chất lượng
Các OEM pin và nhà cung cấp Cấp 1 cần nhiều hơn một bộ phận đã vượt qua quá trình kiểm tra mẫu. Họ cần một chuỗi cung ứng có khả năng cung cấp 500.000 đến 10 triệu bộ phận trở lên mỗi năm với chất lượng ổn định, thời gian thực hiện có thể dự đoán được và hệ thống quản lý chất lượng tạo ra dữ liệu cần thiết để hỗ trợ hoạt động kiểm tra của khách hàng và đệ trình quy định.
Chứng nhận IATF 16949 là tiêu chuẩn chất lượng cơ bản cho chuỗi cung ứng ô tô. Nó yêu cầu phải thực hiện và ghi lại các quy trình kiểm soát quy trình thống kê, phân tích hệ thống đo lường và phê duyệt bộ phận sản xuất - không chỉ khi ra mắt nhà cung cấp mà còn liên tục trong suốt quá trình sản xuất. Cụ thể, đối với việc dập nắp pin, điều này có nghĩa là các kích thước quan trọng về tính năng bịt kín, độ phẳng mặt bích và vị trí lỗ được đo theo kế hoạch lấy mẫu xác định cho mỗi lô sản xuất, với kết quả được xu hướng và xem xét theo giới hạn kiểm soát.
Với khối lượng sản xuất trên vài trăm nghìn bộ phận mỗi năm, tự động hóa quá trình dập trở nên cần thiết để duy trì tính nhất quán. Công nghệ máy ép servo cho phép kiểm soát lực và vị trí ở từng giai đoạn của hành trình, bù đắp cho sự thay đổi độ dày vật liệu và độ mòn khuôn theo cách mà máy ép cơ học tốc độ cố định không thể làm được. của chúng tôi thiết bị tự động hóa dập tích hợp điều khiển máy ép, cảm biến trong khuôn và kiểm tra bộ phận để duy trì sự ổn định về kích thước trong suốt quá trình sản xuất dài mà không cần tăng cường sự can thiệp của người vận hành.
Chứng nhận vật liệu đầu vào, báo cáo kiểm tra sản phẩm đầu tiên, báo cáo đo kích thước và xác minh độ hoàn thiện bề mặt được cung cấp dưới dạng tài liệu tiêu chuẩn cho mọi đơn đặt hàng sản xuất - cung cấp cho nhóm mua hàng và chất lượng hồ sơ truy xuất nguồn gốc cần thiết để hỗ trợ các cam kết của chính họ với khách hàng.
Đánh giá năng lực của nhà cung cấp dịch vụ dập nắp pin: Điều gì cần xác minh
Quy trình đánh giá chất lượng của nhà cung cấp đối với các bộ phận dập nắp pin không chỉ dừng lại ở việc đánh giá mẫu. Đây là những lĩnh vực quyết định liệu nhà cung cấp có thể duy trì chất lượng ở số lượng lớn chứ không chỉ tạo ra các mẫu có thể chấp nhận được hay không.
Chương trình sở hữu và bảo trì công cụ. Xác nhận ai sở hữu dụng cụ sản xuất và khoảng thời gian bảo trì khuôn là bao nhiêu. Một nhà cung cấp trì hoãn việc bảo trì để tối đa hóa thời gian hoạt động của máy in cuối cùng sẽ tạo ra các bộ phận vượt quá giới hạn cho phép mà không có cảnh báo.
Khả năng đo lường về tính năng bịt kín. Yêu cầu dữ liệu R&R của máy đo về các phép đo độ phẳng của rãnh bịt kín và mặt bích. Một hệ thống đo lường có độ biến thiên lớn hơn 10% so với dải dung sai không thể phân biệt một cách đáng tin cậy sự phù hợp với các phần không phù hợp.
Truy xuất nguồn gốc vật liệu. Nhôm và thép cấp pin phải được truy nguyên theo giấy chứng nhận của nhà máy. Đối với chuỗi cung ứng được IATF chứng nhận, đây là điều bắt buộc; đối với các ứng dụng phi ô tô, đây vẫn là cách duy nhất để xác minh rằng vật liệu đáp ứng hợp kim và nhiệt độ quy định.
Quá trình chuyển đổi nguyên mẫu sang sản xuất. Nhà cung cấp có quy trình APQP (Lập kế hoạch chất lượng sản phẩm nâng cao) được ghi lại sẽ xác định các lỗi quy trình tiềm ẩn trước khi cắt công cụ sản xuất — giảm nguy cơ chậm trễ ra mắt do sự cố thiết kế dành cho sản xuất có thể nhìn thấy từ bản vẽ nhưng không bao giờ leo thang.
Đối với các OEM pin và nhà sản xuất đánh giá đối tác dán tem, chúng tôi dịch vụ phát triển và đánh giá chất lượng dập tùy chỉnh được cấu trúc xung quanh chính xác các yêu cầu này - từ đánh giá DFM ban đầu cho đến gửi PPAP và đến sản xuất ở trạng thái ổn định.
Bài trước
Thép hợp kim có độ cứng cao trong khuôn dập
Bài tiếp theo
Bộ phận dập kim loại cho thiết bị gia dụng: Vật liệu, giải pháp chính xác và tùy chỉnh
của chúng tôi Sản phẩm.
Bắt đầu công việc kinh doanh của bạn với Nhà sản xuất OEM ngay tại đây!
Cung cấp cho khách hàng toàn cầu các giải pháp chìa khóa trao tay hoàn chỉnh
thông qua
sự đổi mới!
LIÊN KẾT NHANH
SẢN PHẨM
TIN TỨC
THÔNG TIN LIÊN HỆ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Số 118 đường Yexin, Khu phát triển kinh tế Ngô Giang, Tô Châu, Trung Quốc
Bản quyền © Tô Châu Shuangqisi Công ty TNHH Thiết bị khuôn mẫu Mọi quyền được bảo lưu. Khuôn dập tùy chỉnh Các nhà sản xuất khuôn dập kim loại
